
咬花概述00.pptx

胜利****实阿

1/10

2/10

3/10

4/10
5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

咬花概述00.pptx
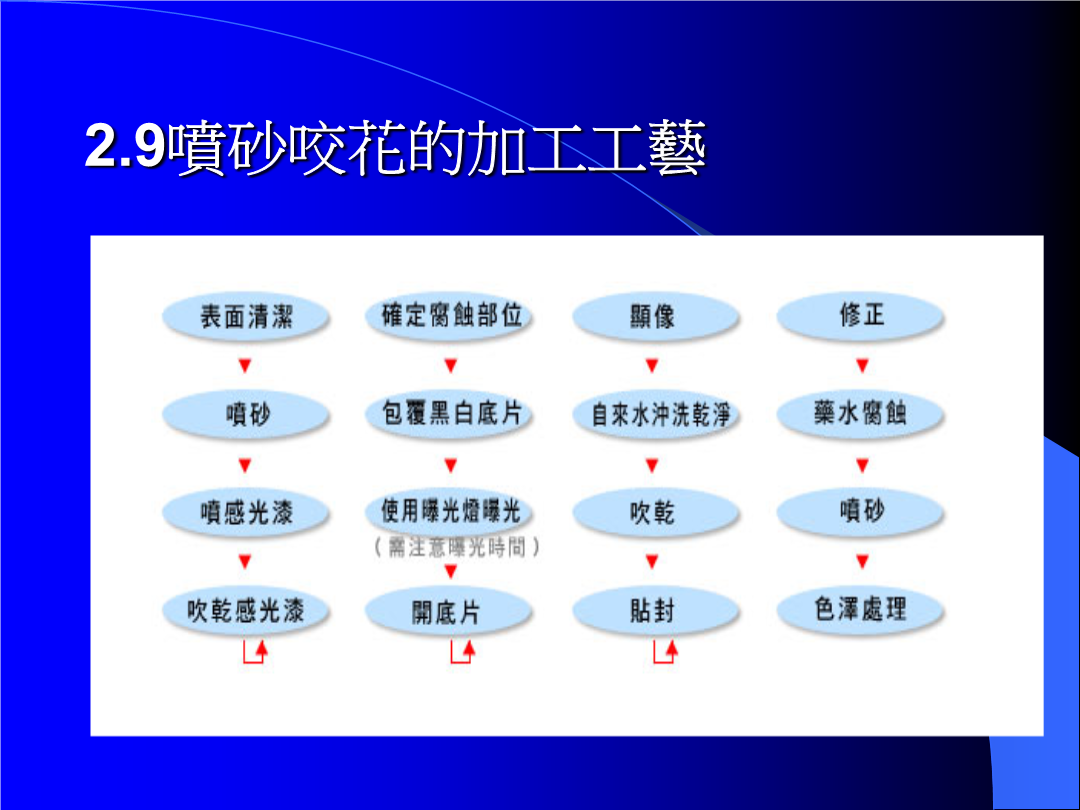
咬花概述概述內容一﹑咬花概念用途及目的二﹑咬花分類加工工藝及其特性三﹑咬花零件使用注意事項及對其壽命的影響。四﹑咬花/EDM的業界規格介紹五﹑咬花/EDM的鴻準規格介紹六﹑咬花/EDM鴻準製程介紹七﹑咬花/EDM的規格檢驗方法1.咬花也稱花式組織技朮﹐是透過化學滲透作用在金屬制品表面造成各類圖案﹐如條紋圖案木紋皮紋及綢緞圖案等。亦包括噴砂程序﹐就是將玻璃砂直接噴射到金屬制品表面。2.咬花目的透過不同的加工程序﹐令制品持久耐用外行更為優美﹐產品的外形更美觀奪目且無損其天然美態。使生產更具有彈性及成本效益。3

模具咬花讲义.ppt
講義大綱一.咬花的定義二.咬花的原因三.咬花的設備1.咬花的基本流程五.咬花的種類六.補焊后的咬花七.RIB的咬花原則

模具咬花制作资料.pptx
TEXTURETECHNICALDATA一.咬花的目的(mùdì)增進塑膠零件的外觀質感二.什麼是咬花?咬花.003皮紋(HN423-441,608-631,4000-4055,NO.1--181)四.咬花事前(shìqián)檢查項目:(咬花廠品檢項目)五.慎選模具(mújù)材料與製造方法六.咬花粗度比較/精密測試TEXTURE#TEXTURE#TEXTURE#TEXTURE#TEXTURE#TEXTURE#八.結論1.為能達到完美(wánměi)的咬花處理,訣竅在[均勻一致性]2.***沒有數據就

咬花参考资料.ppt
TEXTURE#TEXTURE#TEXTURE#TEXTURE#TEXTURE#TEXTURE#

产品表面处理咬花.ppt
TEXTURETECHNICALDATA一.咬花的目的增進塑膠零件的外觀質感二.什麼是咬花?咬花draftangle.003三.各類花紋之比較皮紋(HN423-441,608-631,4000-4055,NO.1--181)四.咬花事前檢查項目:(咬花廠品檢項目)五.慎選模具材料與製造方法六.咬花粗度比較/精密測試TEXTURE#TEXTURE#TEXTURE#TEXTURE#TEXTURE#TEXTURE#七.塑料與咬花深度八.結論1.為能達到完美的咬花處理,訣竅在[均勻一致性]2.***沒有數據就是