
冷冲模加工工艺.pptx

胜利****实阿

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共42页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
冷冲模加工工艺.pptx
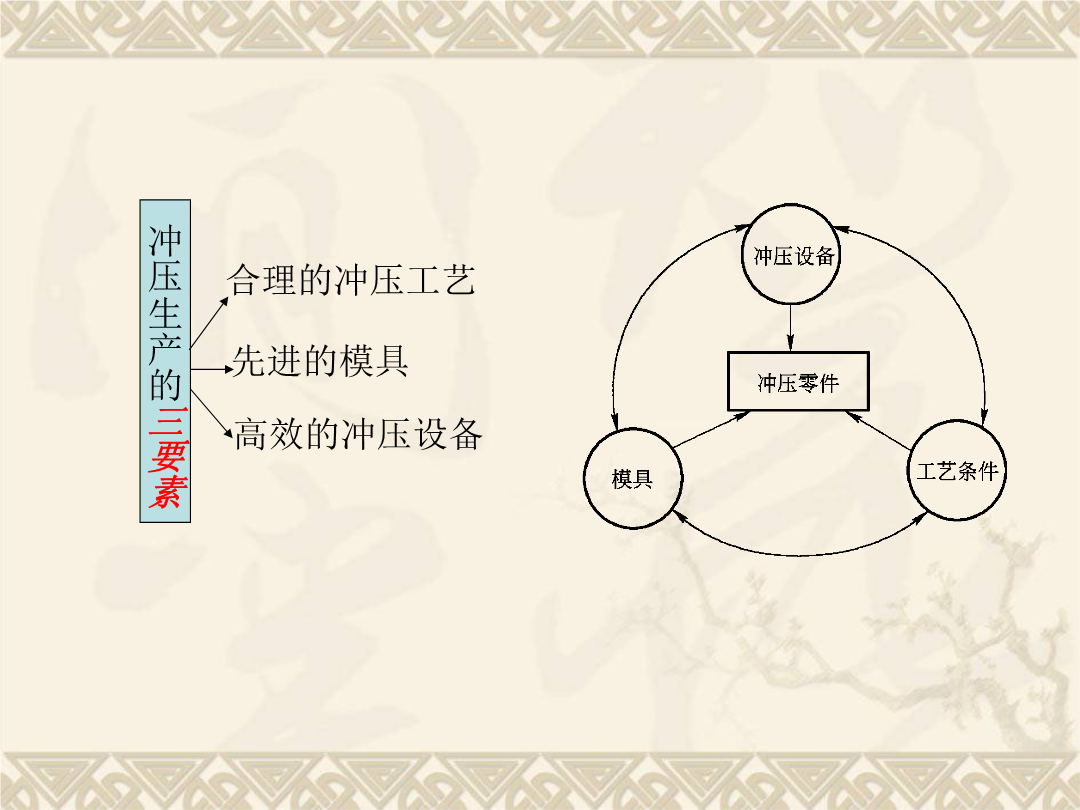
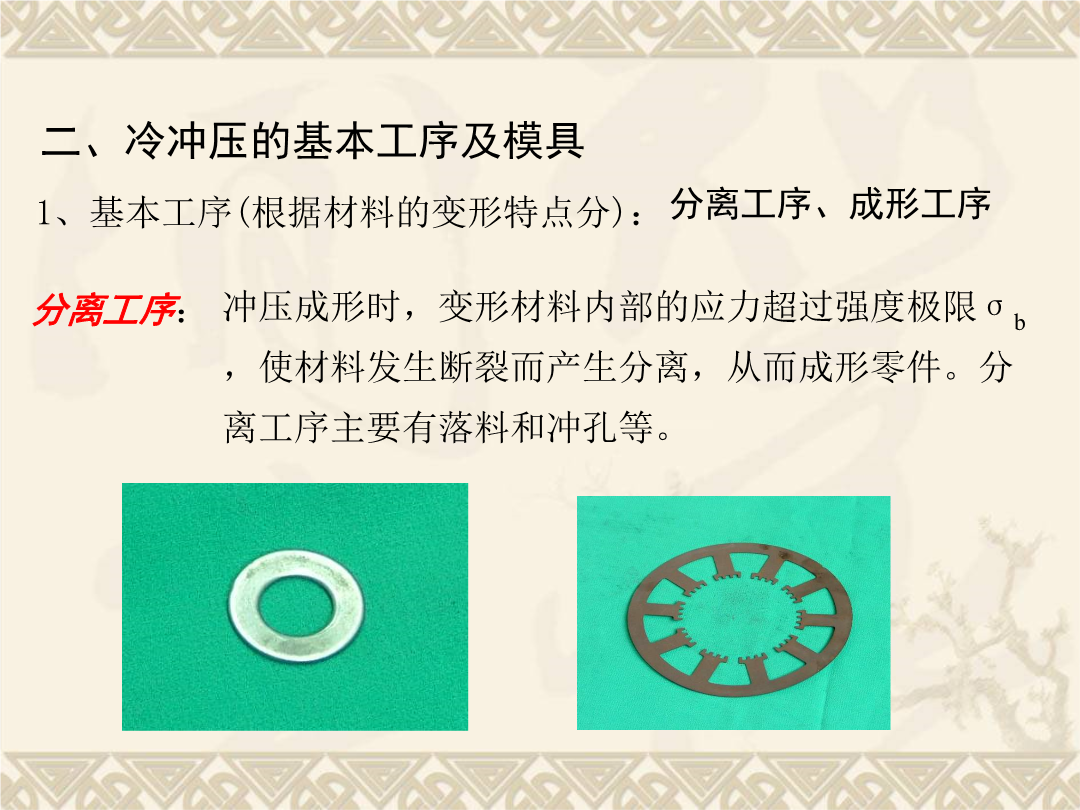
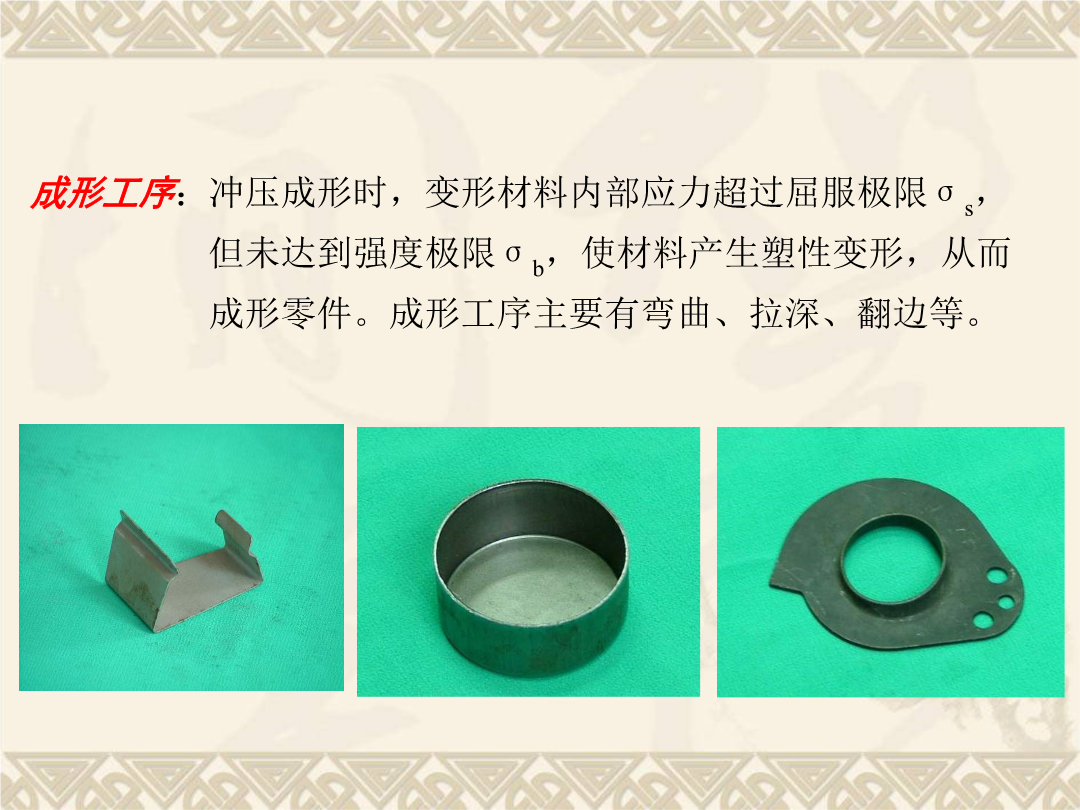
一冷冲压加工概述合理的冲压工艺2.冷冲压的特点及应用冲压加工是制造业中最常用的一种材料成形加工方法。二、冷冲压的基本工序及模具成形工序:2.冷冲压模具的分类冲压成形产品示例一——日常用品冲压成形产品示例二——高科技产品曲柄滑块冷冲压加工概述冷冲压是在常温下利用装在压力机上的模具对材料施加压力,使其分离或产生塑性变形,从而获得一定形状、尺寸和性能的零件的加工方法。表0.1冷冲压工序的分类续表类别冷冲压工艺与其他加工方法相比,有以下特点。①用冷冲压加工方法可以得到形状复杂、用其他加工方法难以加工的工件,如薄板
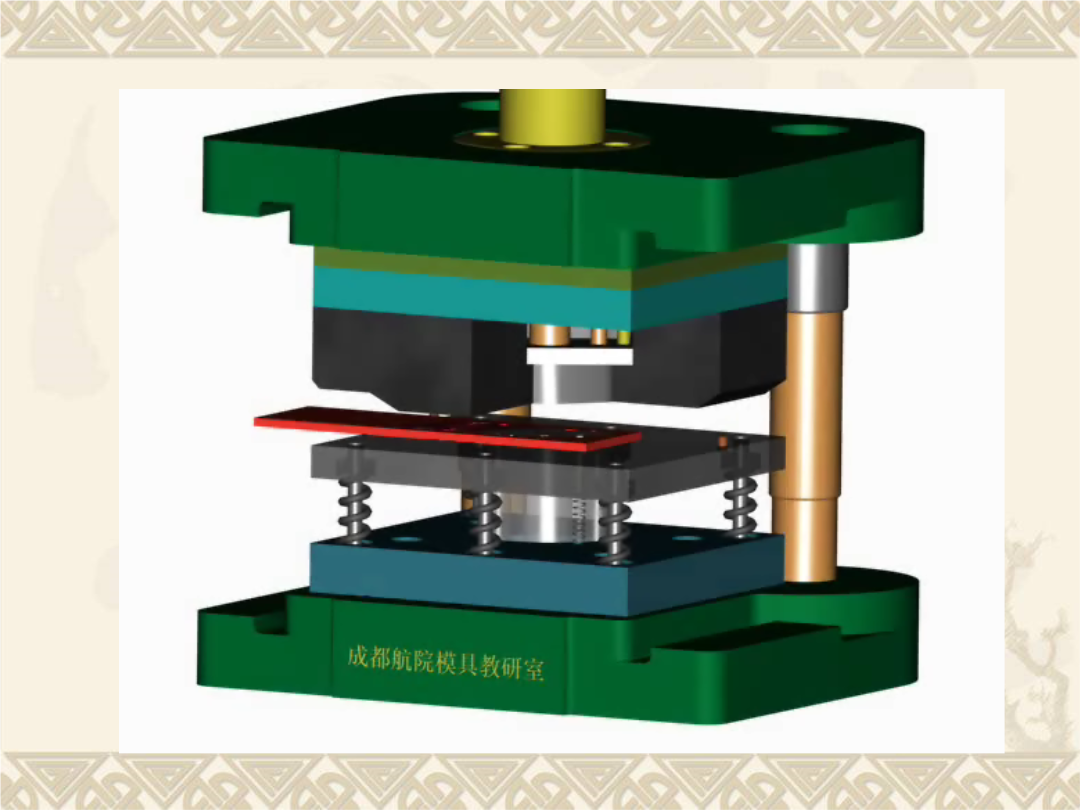
冷冲模工艺和结构.pptx
第2章冷冲模工艺与构造2.1冷冲压模具基本概念2.2冷冲压模具构造图2-1单工序模具构造图2-2复合模构造图2-3连续模构造图2-4连续模实例表2-1单工序模、复合模和连续模旳比较冲压模具基本构造冲模凸模凹模压料板(圈)固定板卸料板2.2.2模架构造图2-4对角导柱模架图2-5后侧式导柱模架图2-6中间导柱模架图2-7四角式导柱模架2.3冷冲模原则件矩形凹模板(GB2858.1-81)圆形凹模板(GB2858.4-81)矩形模板(GB2858.2-81)圆形模板(GB2858.5-81)压入式模柄(GB2

冷冲模工艺规程制定.ppt
一、分析零件图1.冲压生产经济性分析(1)什么是冲压生产的经济性(2)冲压生产的经济性与什么有关?批量2.冲压件的工艺分析(1)冲压件的工艺分析分析什么?工艺性分析就是分析冲压件的形状特点,尺寸大小,公差等级,形位公差,材料的性能,厚度及成形后的变薄量。回弹、翘曲、毛刺大小的要求是否符合冲压工艺的要求。(2)怎么分析?把要生产的零件的形状、尺寸以及各种要求拿去与相应的冲压工艺要求进行比较。(3)什么叫工艺性好?良好的工艺性表现在材料消耗少,冲后成形时不必采取特殊的控制变形措施,工艺过程简单,模具结构简单且

冷冲模的渗硼工艺.docx
冷冲模的渗硼工艺冷冲模的渗硼工艺摘要冷冲模的渗硼工艺是一种应用于金属材料表面改性的工艺方法。本文通过对冷冲模的渗硼工艺进行深入研究,包括工艺原理、工艺参数的选择、工艺优化、表面改性效果分析等方面进行论述,并结合实例对其应用进行了说明。研究表明,冷冲模的渗硼工艺可以显著提高金属材料的硬度、耐磨性和耐腐蚀性能,具有广泛的应用前景。关键词:冷冲模;渗硼工艺;工艺原理;工艺参数;表面改性效果一、引言随着工业技术的发展,对于金属材料的表面改性需求越来越高。传统的金属表面改性方法如化学镀铬、电镀等存在一些问题,如工艺

冷冲模刃口焊补工艺.docx
冷冲模刃口焊补工艺冷冲模刃口焊补工艺论文摘要:冷冲模刃口焊补工艺在汽车制造和精密零件加工中得到广泛应用。本文通过概述冷冲模刃口焊补工艺的原理和特点,分析了其在提高产品质量、降低生产成本方面的优势,并介绍了其应用领域和发展趋势。最后,对冷冲模刃口焊补工艺的不足之处提出了展望和改进方向。关键词:冷冲模刃口焊补工艺;汽车制造;精密零件加工;产品质量;生产成本;应用领域;发展趋势一、引言随着现代科技的发展和工业生产的进步,汽车制造和精密零件加工对工艺和技术的要求越来越高。冷冲模刃口焊补工艺作为一种新兴的加工方法,