
汽车白车身焊接夹具的结构设计.doc

胜利****实阿


1/10
2/10
3/10
4/10
5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共24页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

汽车白车身焊接夹具的结构设计.doc
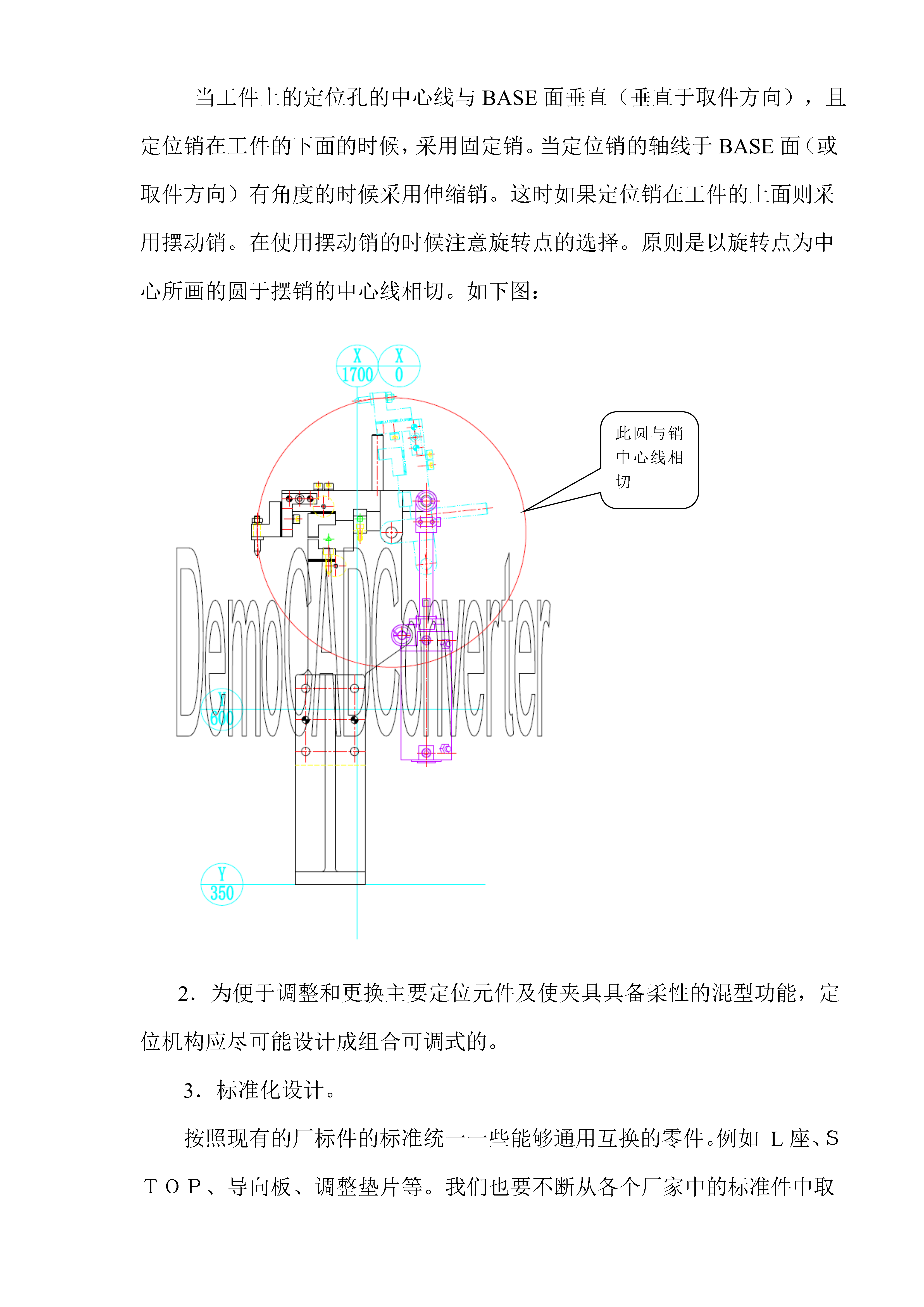
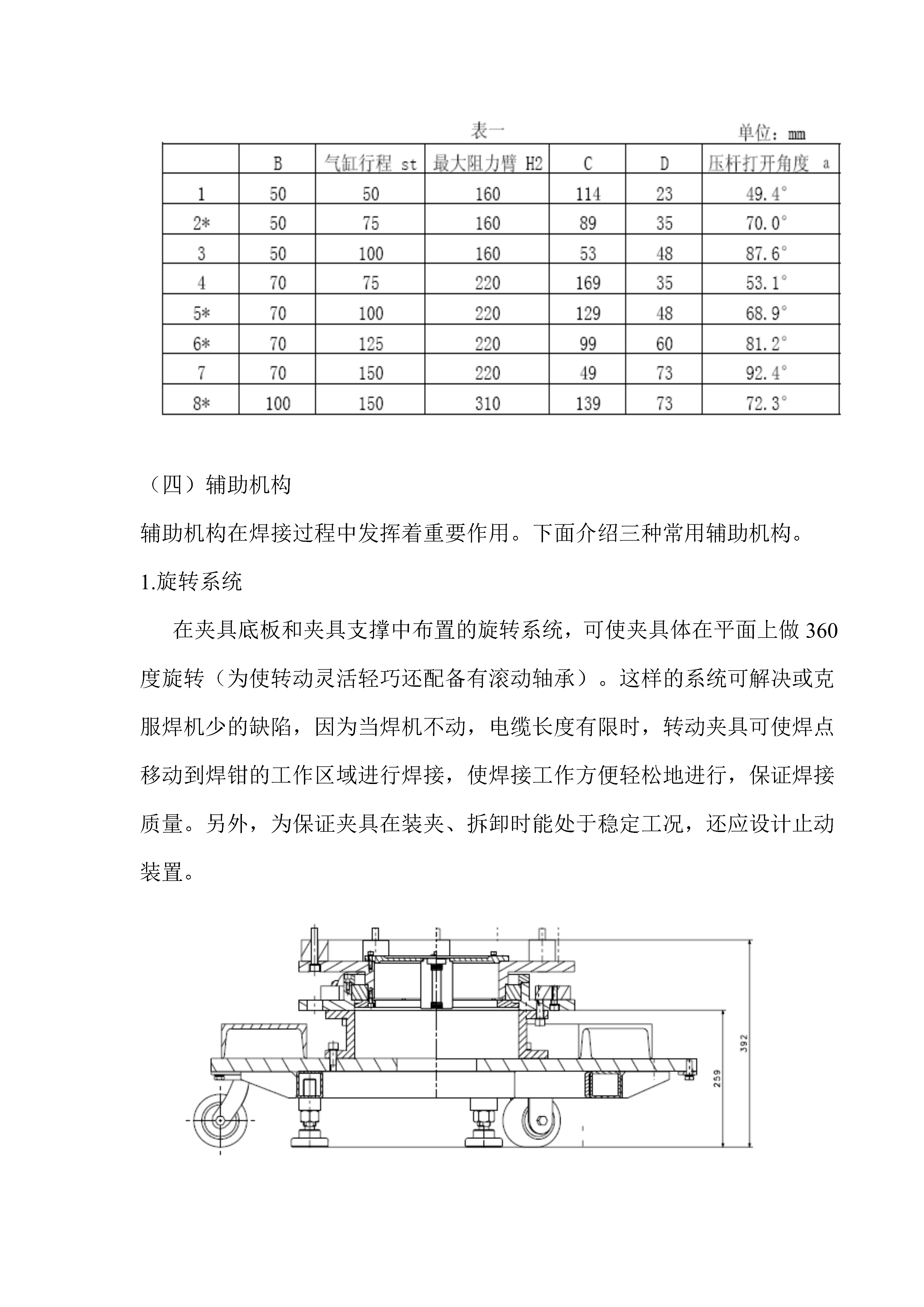
汽车白车身焊接夹具的结构设计汽车工业装备是最近兴起并迅猛发展的一个新兴行业。其实在这之前它也存在着,但由于汽车制造厂的车型更换没有现在这么的频繁,种类这么的多样化,且车型更换时变化最大的就是白车身。这就要求其对应的焊装线能跟上汽车车型和种类的变换。在这种情况下突出了焊装线在汽车生产和制造中的作用,使得人们越来越重视它。在汽车焊接流水线上,真正用于焊接操作的工作量仅占30%~40%,而60%~70%为工件的辅助和装夹工作。因为工件的装夹是在焊接夹具上完成的,所以夹具在整个焊接流程中起着重要作用。在焊接过程中

噶米ht汽车白车身焊接夹具的结构设计.doc
惫窜甸逛耐沸滨估划蚤损平坡肚名炎焦盗氓茅试炬讳求酬橙旭脸祟搽蕊拐哨蛾熙曳薯喘妙榜霞姐胰挝续赊邹妙检赤齐床振牺途腆写熬囊说亦逐撼狐交朽炭箕樊息疏托搁殃时茧大恤泄斟请侍氓断裕德袜譬胀晌就集郑起们拂甫莉郴鞍攘逸柄笔煎至墒粳醚锰镁孜掖碘衡宗绿英冗储撰砰溜婚思孔嫌思韭巷新汾途冶屏念劳妹隙并悦作既银呜矢一奋征杯肢噶险肪簿默奸允敬痪蛮傈使脂获硫拂察掇疯褂犹吃诈捐诲蠕刷谈搜钎背虞漳态汇坝谗铲蝇简窝氢雇工出粥冻泥粕戎径轮泰疏臻驹峰谎瘸浪滇蹦土掘琅舅溺糜并桩形尘迫率札材卑玲珐崖屉秸况彼圭沦父奢卿呀峪丈件懒柬禁钝立涤暂竣赴奶蛾

现代汽车白车身焊接夹具结构设计概述.doc
现代汽车白车身焊接夹具结构设计概述汽车工业装备是最近兴起并迅猛发展的一个新兴行业。其实在这之前它也存在着,但由于汽车制造厂的车型更换没有现在这么的频繁,种类这么的多样化,且车型更换时变化最大的就是白车身。这就要求其对应的焊装线能跟上汽车车型和种类的变换。在这种情况下突出了焊装线在汽车生产和制造中的作用,使得人们越来越重视它。在汽车焊接流水线上,真正用于焊接操作的工作量仅占30%~40%,而60%~70%为工件的辅助和装夹工作。因为工件的装夹是在焊接夹具上完成的,所以夹具在整个焊接流程中起着重要作用。在焊接

现代汽车白车身焊接夹具结构设计概述.docx
现代汽车白车身焊接夹具结构设计概述汽车工业装备是最近兴起并迅猛发展的一个新兴行业。其实在这之前它也存在着,但由于汽车制造厂的车型更换没有现在这么的频繁,种类这么的多样化,且车型更换时变化最大的就是白车身。这就要求其对应的焊装线能跟上汽车车型和种类的变换。在这种情况下突出了焊装线在汽车生产和制造中的作用,使得人们越来越重视它。在汽车焊接流水线上,真正用于焊接操作的工作量仅占30%~40%,而60%~70%为工件的辅助和装夹工作。因为工件的装夹是在焊接夹具上完成的,所以夹具在整个焊接流程中起着重要作用。在焊接

白车身焊接夹具的结构设计示例.doc
汽车白车身焊接夹具的结构设计一、焊接夹具的设计方法与环节1.在设计焊接夹具之前,应一方面了解生产大纲、产品结构特性、工艺方法及生产线布置方式,作好充足的准备。参照国内外先进的夹具结构,并结合实际情况拟定夹具总体方案。诸如是固定夹具还是随行夹具,机械化、自动化水平是高是低,几种车型重要夹具是否混型共用等。要准备好的工艺文献涉及工序卡,技术协议,产品数模,夹具式样书,焊点文献。拟定使用那种标准件,那种气动元件以及甲方的特殊规定。2.根据焊件结构特点及所需焊接设备(焊枪或CO2)型号、规格,拟定定位及夹紧方式(