
钢激光焊接辅助感应加热焊缝性能研究.pptx

胜利****实阿


1/10
2/10

3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

钢激光焊接辅助感应加热焊缝性能研究.pptx
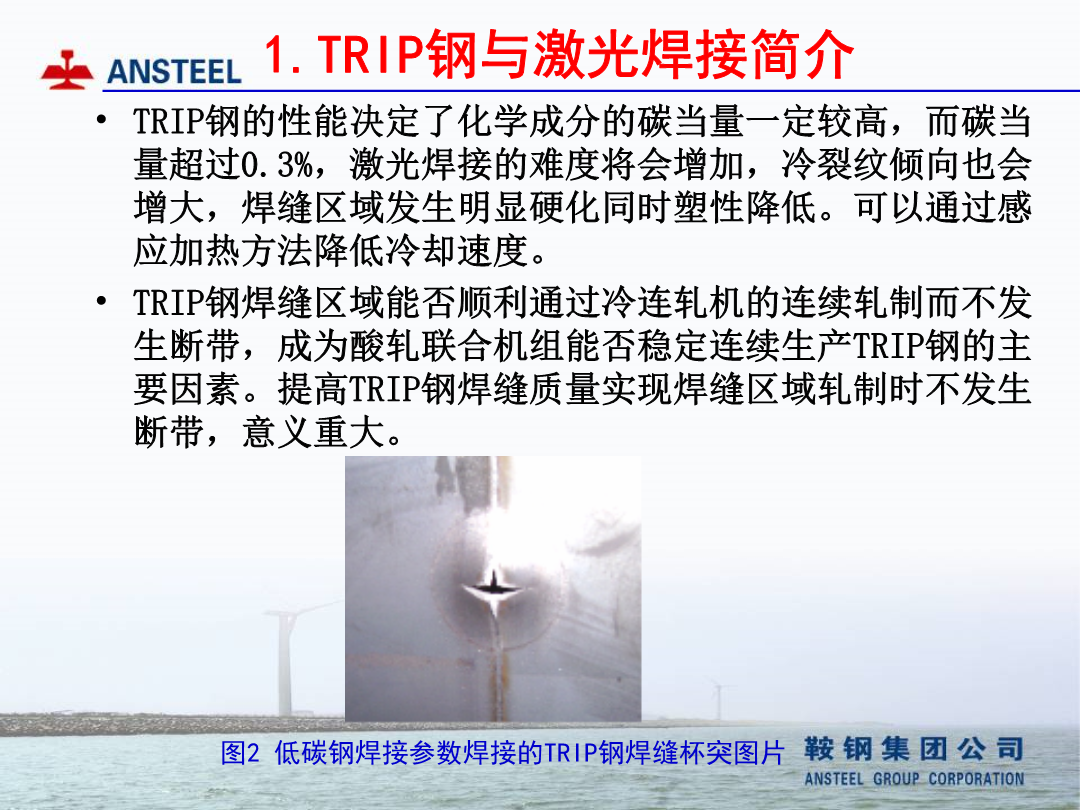
第八届中国钢铁年会·北京汇报内容TRIP(Transformationinducedplastic相变诱导塑性钢)是开发先进高强汽车板的主要措施,TRIP钢的强度高、延性大,较好的解决了强度和塑性的矛盾;TRIP钢的强塑积通常20000;而一般钢种仅为15000。主要用于汽车结构件、安全件和加强件。TRIP钢的性能决定了化学成分的碳当量一定较高,而碳当量超过0.3%,激光焊接的难度将会增加,冷裂纹倾向也会增大,焊缝区域发生明显硬化同时塑性降低。可以通过感应加热方法降低冷却速度。TRIP钢焊缝区域能否顺利通

10MnSiNiCr钢激光焊接焊缝强韧机制研究综述报告.docx
10MnSiNiCr钢激光焊接焊缝强韧机制研究综述报告随着工业化的不断发展,激光焊接技术已经被广泛应用于工业生产中。而10MnSiNiCr钢则是一种常见的合金结构钢,其具有较高的强度和抗腐蚀性能,被广泛应用于工业建设领域。然而,随着工业应用的延伸,10MnSiNiCr钢的加工难度不断增加,特别是传统的焊接技术存在着一些难以避免的问题,如成形难度高、热影响区(HAZ)裂纹、焊接接头容易失稳等。对此,激光焊接技术被认为是解决这些问题的有效途径之一。然而,激光焊接技术的应用离不开对焊缝强韧性能的深入研究,从而更

S32101双相不锈钢激光填丝焊接工艺及焊缝性能研究.docx
S32101双相不锈钢激光填丝焊接工艺及焊缝性能研究随着科技的发展,双相不锈钢的应用越来越广泛,因为它具有优异的耐蚀性和高强度。而在不锈钢的焊接工艺中,激光填丝焊接技术逐渐成为了当今最流行的焊接方法。因此,本文将对双相不锈钢激光填丝焊接工艺及焊缝性能进行详细探讨。一、双相不锈钢概述双相不锈钢是一种具有金属组织的不锈钢。它通常含有17-19%的铬,8-12%的镍,以及适量的钼、锰等元素。这种钢材在热处理时会体积发生变化,产生相对均匀的奥氏体和铁素体组织。因此,它的耐腐蚀性和机械性能都非常优异。目前,双相不锈

激光深熔焊接铝合金焊缝成分及性能研究.pptx
激光深熔焊接铝合金焊缝成分及性能研究目录添加目录项标题研究背景铝合金在工业领域的应用激光深熔焊接技术简介研究目的和意义激光深熔焊接铝合金焊缝成分研究铝合金材料特性激光深熔焊接过程对铝合金成分的影响焊缝区域成分分布分析实验结果与讨论激光深熔焊接铝合金焊缝性能研究铝合金焊缝力学性能测试铝合金焊缝耐腐蚀性能测试铝合金焊缝疲劳性能测试实验结果与讨论激光深熔焊接铝合金焊缝应用前景在航空航天领域的应用前景在汽车制造领域的应用前景在船舶制造领域的应用前景在其他领域的应用前景结论与展望研究结论研究不足与展望感谢观看

激光深熔焊接X65油气管线钢焊缝的成形机理及性能分析.docx
激光深熔焊接X65油气管线钢焊缝的成形机理及性能分析激光深熔焊接X65油气管线钢焊缝的成形机理及性能分析摘要:激光深熔焊接是一种高效、精确的焊接方法,在X65油气管线钢焊接中具有广泛的应用前景。本文通过对激光深熔焊接X65油气管线钢焊缝的成形机理及性能进行分析,深入研究了激光深熔焊接的优势和局限性,并进一步讨论了提高激光深熔焊接X65油气管线钢焊缝的机械性能的方法,从而为激光深熔焊接技术在油气管线钢焊接中的应用提供了理论指导。1.引言激光深熔焊接是一种通过激光束将金属加热到熔点以上,并在熔池中形成熔融区,