
钢的淬火与回火.pptx

胜利****实阿

1/10
2/10

3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
钢的淬火与回火.ppt
第八章钢的淬火与回火§8-1淬火的定义、目的及淬火的工艺参数3淬火的工艺参数亚共析碳钢为什么要加热到Ac3以上完全A化后淬火呢?过共析钢的淬火加热温度为什么选择在Ac1~Ac3之间?低合金钢:Ac3或Ac1+50-100ºC高合金钢:Ac3或Ac1+300-400ºCW18Cr4V:1280ºC,分级加热淬火加热后组织3.2保温时间τ保温=τ升温+τ热透+τ转变与合金成分,尺寸、装炉量等因素有关常用钢的加热系数有效厚度的确定3.3加热介质脱碳O2:Fe3C+O2→3Fe+CO2[C]A+O2→CO2CO2

钢的淬火与回火.pptx
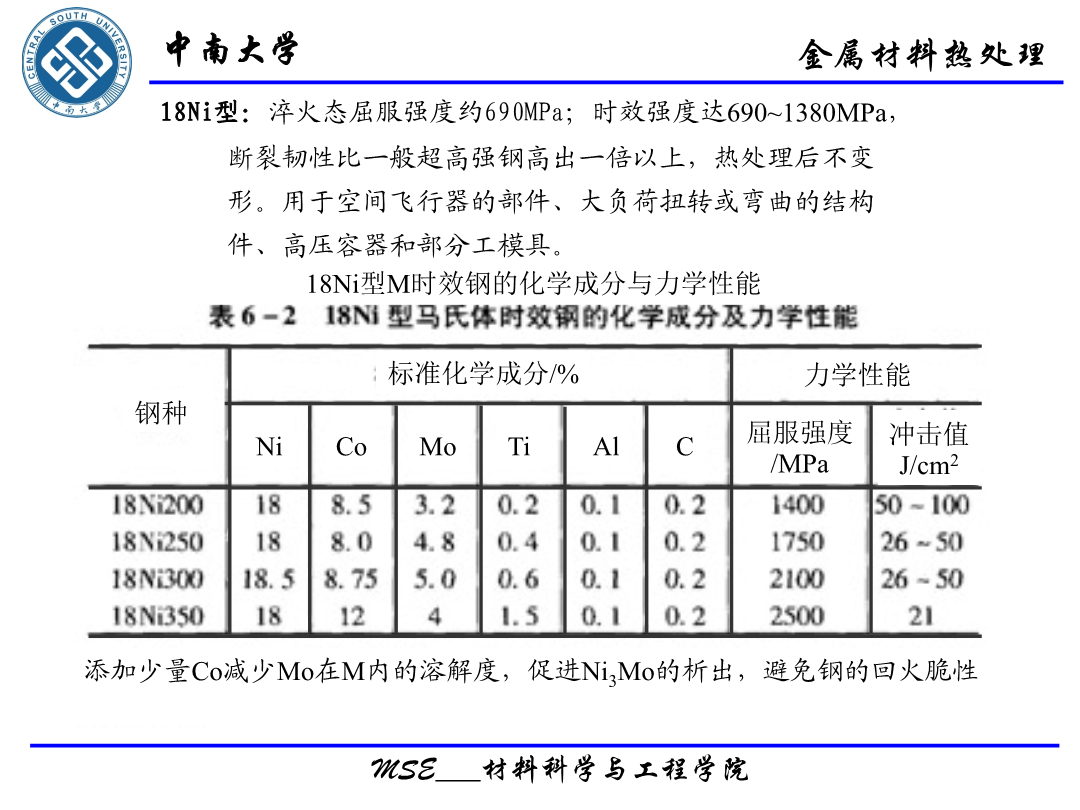
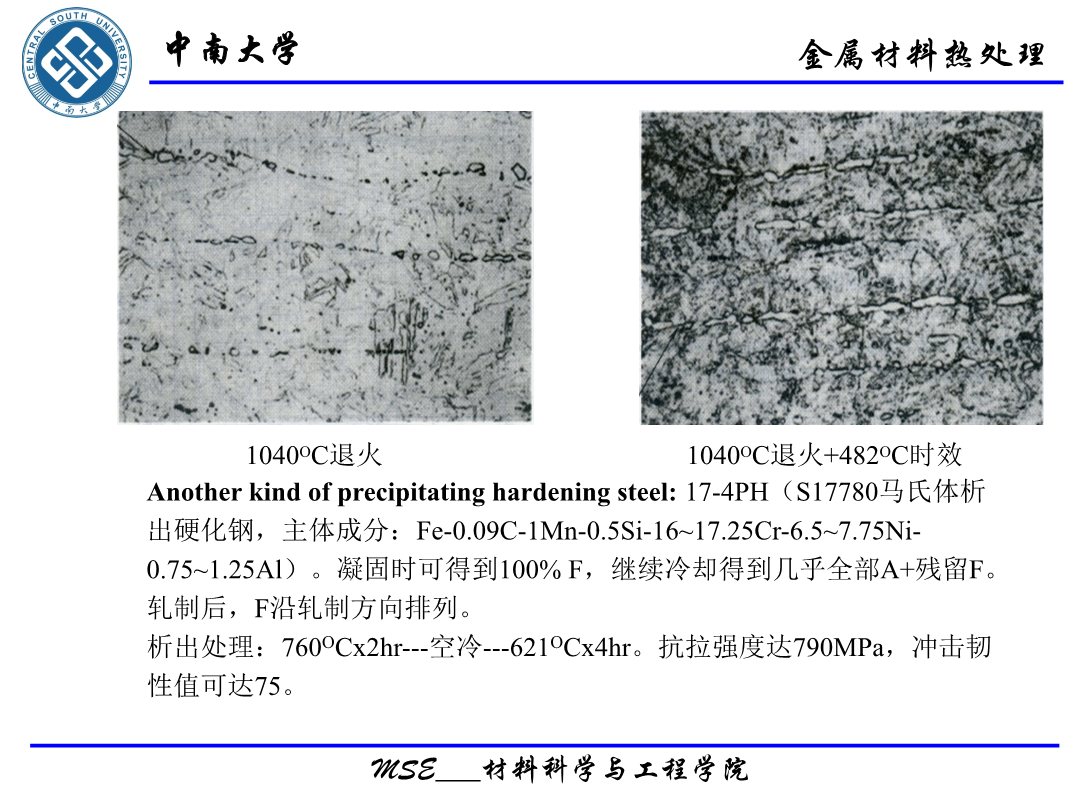
第七章钢的淬火和回火(3)7.6钢的时效硬化7.6.1析出强化钢:1.马氏体时效钢:微碳Fe-Ni合金(Ni、Co、Mo、Ti、A1、或Ti、A1、Nb)。加入合金元素形成金属间化合物(Ni3M)强化基体。2.沉淀硬化超强不锈钢:以18-8不锈钢为基础,添加少量A1、Ti、Mo的A—M沉淀硬化不锈钢和以Cr13型M不锈钢为基础添加Mo、W、Ti、Nb和Co的低碳M沉淀硬化超高强不锈钢。合金元素间形成IMC。3.微合金钢:低碳/低碳锰钢中添加微量A1、Nb、V、Ti等。这些合金元素与钢中的C和N形成细小弥散

钢的淬火与回火.doc
钢的淬火与回火一、钢的淬火淬火:将钢加热到AC3或AC1以上某一温度,保温然后快速冷却获得马氏体或下贝氏体组织的热处理工艺。目的:为了获得马氏体和下贝低体,然后通过适当的回火,获得所需的力学性能。(一)淬火工艺1、加热温度的确定:根据钢的化学成分来选择碳钢则根据WC来选择1)亚共析钢:AC3+(30—100)℃冷却理由:加热时,得到全部A,冷却后,得到M(A→M)若低于AC3,得到A+F,冷却后得到M+F(A+F→M+F)2)共析钢和过共析钢:AC1+(30—70)℃加热后组织为:A+Fe3CⅡ(一般为来

钢的淬火与回火分析.pptx
17.6钢的时效硬化析出强化钢:1.马氏体时效钢:微碳Fe-Ni合金(Ni、Co、Mo、Ti、A1、或Ti、A1、Nb)。加入合金元素形成金属间化合物(Ni3M)强化基体。2.沉淀硬化超强不锈钢:以18-8不锈钢为基础,添加少量A1、Ti、Mo的A—M沉淀硬化不锈钢和以Cr13型M不锈钢为基础添加Mo、W、Ti、Nb和Co的低碳M沉淀硬化超高强不锈钢。合金元素间形成IMC。3.微合金钢:低碳/低碳锰钢中添加微量A1、Nb、V、Ti等。这些合金元素与钢中的C和N形成细小弥散的合金碳化物、氮化物或碳-氮化物。

钢的淬火和回火.ppt
钢的淬火和回火淬火淬火温度亚共析钢在Ac1~Ac3之间加热淬火后的组织为马氏体加铁素体,由于组织中有自由铁素体存在,使钢的强度和硬度降低,但可改善韧性,这种淬火称为亚温淬火,如处理得当,亚温淬火也可作为一种强韧化处理方法。对于共析钢和过共析钢,淬火温度为Ac1+(30-50)℃。共析钢淬火后的组织为马氏体和少量残余奥氏体。过共析钢由于淬火前经过球化退火,因而淬火后组织为细马氏体加颗粒状的渗碳体和少量残余奥氏体,如下图所示。分散分布的颗粒状渗碳体对提高钢的硬度和耐磨性有利。如果将过共析钢加热到Accm以上,