
大学特种加工工艺基础.pptx

胜利****实阿


1/10
2/10
3/10

4/10
5/10

6/10

7/10

8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

大学特种加工工艺基础.pptx
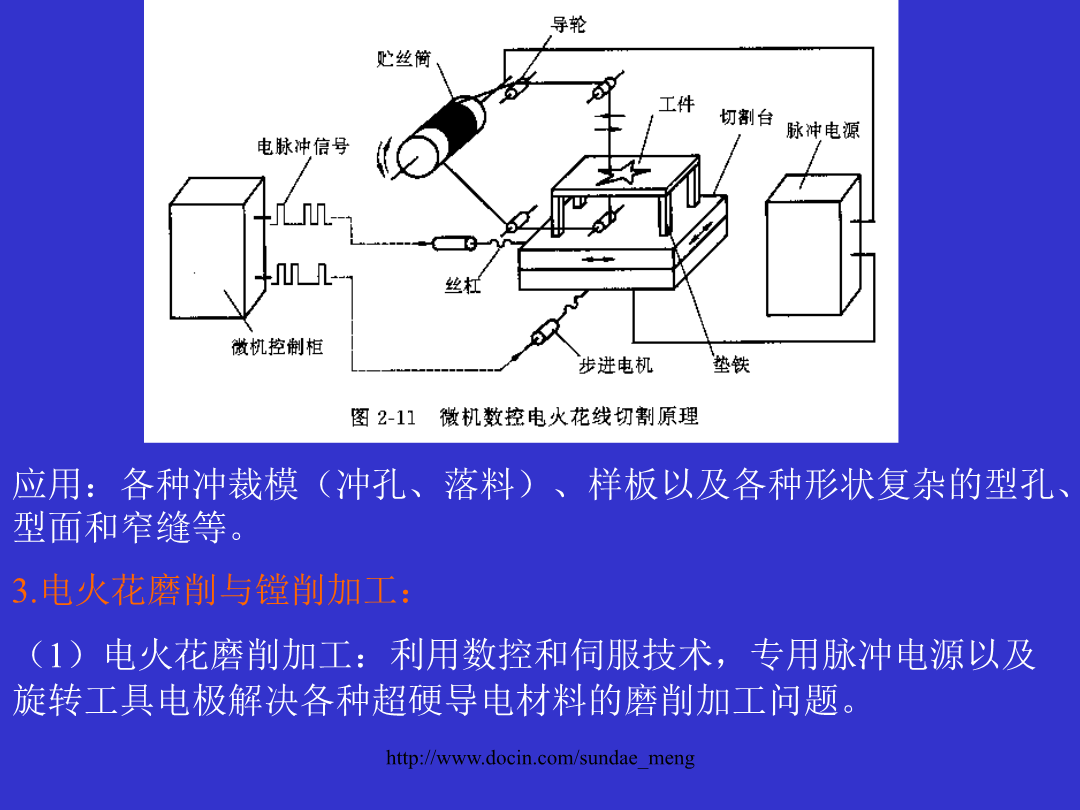
2.特种加工可解决下列问题:(1)解决各种难切削材料的加工问题,如耐热钢、不锈钢、钛合金、淬火钢、硬质合金、陶瓷、宝石、金刚石以及锗和硅等各种高强度、高硬度、高韧性以及高纯度的金属和非金属的加工。(2)解决各种复杂零件表面的加工问题,如各种热锻模、冲裁模的模腔和型孔、整体涡轮、喷油嘴、喷丝头的微小异型孔的加工问题。(3)解决各种精密的、有特殊要求的零件加工问题,如航空航天、国防工业中表面质量和精度要求很高的陀螺仪、伺服阀以及低刚度细长轴、薄壁筒和弹性元件等的加工。二、特种加工的分类(按能量形式和作用原理划
特种加工工艺基础.pdf

特种加工工艺.doc
第七章特种加工工艺第一节概述随着科学技术、工业生产的发展及各种新兴产业的涌现,工业产品内涵和外延都在扩大;正向着高精度、高速度、高温、高压、大功率、小型化、环保(绿色)化及人本化方向发展,制造技术本身也应适应这些新的要求而发展,传统机械制造技术和工艺方法面临着更多、更新、更难的问题。体现在:1)新型材料及传统的难加工材料,如碳素纤维增强复合材料、工业陶瓷、硬质合金、钛合金、耐热钢、镍合金、钨钼合金、不锈钢、金刚石、宝石、石英以及锗、硅等各种高硬度、高强度、高韧性、高脆性、耐高温的金属或非金属材料的加工;2
特种加工工艺.pdf

特种加工方法及加工工艺.ppt
7PrecisemachiningNontraditionalmachining7.1Precisemachining7.1.1PrecisecuttingtheoryMinimumofcuttingdeepMicro-formationofmachinedsurfacePressofmicro-cuttingtip7.1.2PrecisecuttingASpindleandguidewayAirbearingspindleAirbearingspindleRollerbearingguidewayHyd