
注塑模具结构最清晰讲解原创-图文-含动画.pptx

胜利****实阿


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
注塑模具结构最清晰讲解原创-图文-含动画.pptx
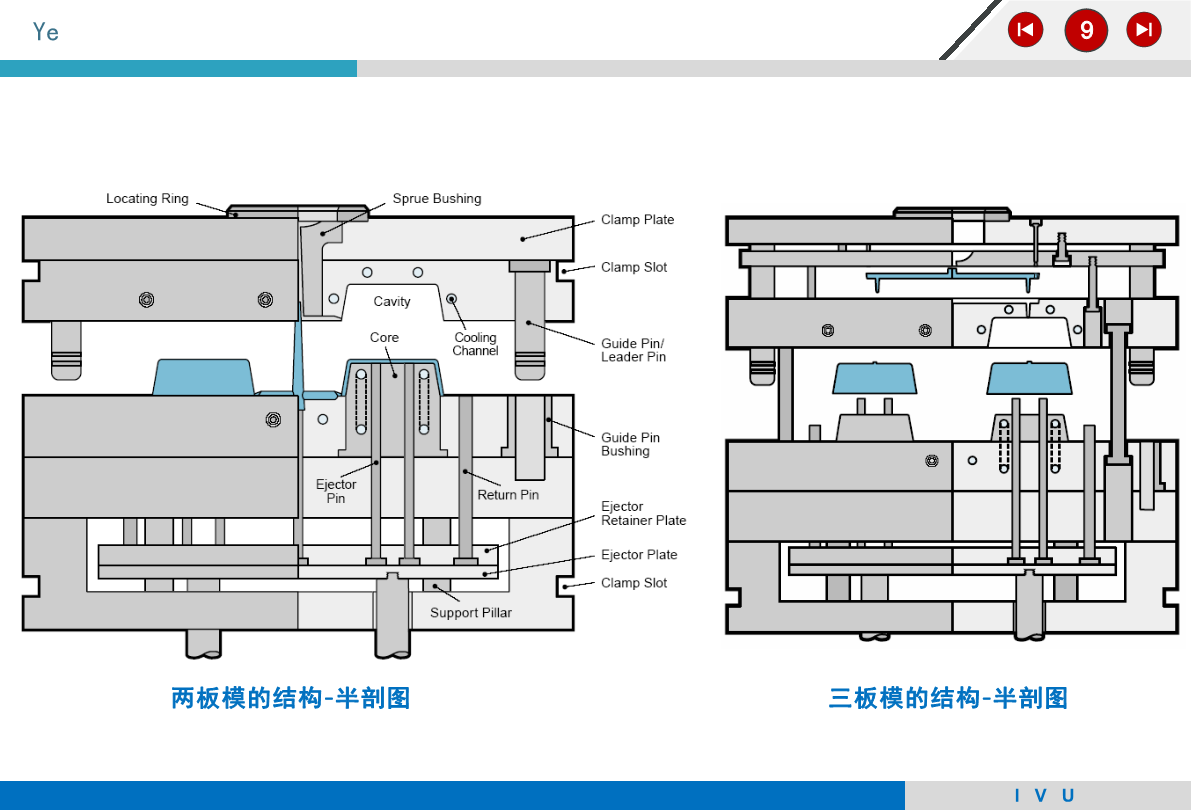
01产品分模/流道系统注道,接通注塑机喷嘴喷出的液态胶料。直径大小影响塑料注射时的压力损失,流动速度和充模时间。浇口类型前模板,固定模仁,冷却系统安装在此板。模具结构概览--常用两板模两板模的结构-半剖图两板模的结构动画.gif斜顶机构,紫色框为斜顶结构。斜顶动画演示.gif塑件上的侧向如有凹凸形状及孔或凸台,这就需要有侧向的凸模或成型块来成型。在塑件被推出之前,必须先拔出侧向凸模(侧向型芯)或侧向成型块,然后方能顺利脱模。带动侧向凸模或侧向成型块移动的机构称为侧向分型与抽芯机构。滑块动画演示.gif入口

冲压模具结构最清晰讲解-图文-原创ppt课件.ppt
冲压模具冲压工艺概览上模垫板,承受冲头或镶件在冲压过程受力回让,避免上模座发生凹陷变形。冲压模具结构外导套,与下模的外导柱共同起到粗定位作用。(普通尺寸冲模的外导套数量为4个,大尺寸模具数量则相应增加)上模垫板,承受冲头或镶件在冲压过程受力回让,起到缓冲作用,避免上模座发生凹陷或变形。与上模板共同固定冲子和入子,防止零件向上退出。脱料垫板+脱料板下模板+下垫板下模座冲裁下料结构0.5mm典型模具零件加工及设备冲压下模板钣金设计经验及常见问题此课件下载可自行编辑修改,供参考!感谢您的支持,我们努力做得更好!

冲压模具结构最清晰讲解-图文-原创ppt课件.ppt
冲压模具冲压工艺概览上模垫板,承受冲头或镶件在冲压过程受力回让,避免上模座发生凹陷变形。冲压模具结构外导套,与下模的外导柱共同起到粗定位作用。(普通尺寸冲模的外导套数量为4个,大尺寸模具数量则相应增加)上模垫板,承受冲头或镶件在冲压过程受力回让,起到缓冲作用,避免上模座发生凹陷或变形。与上模板共同固定冲子和入子,防止零件向上退出。脱料垫板+脱料板下模板+下垫板下模座冲裁下料结构0.5mm典型模具零件加工及设备冲压下模板钣金设计经验及常见问题此课件下载可自行编辑修改,供参考!感谢您的支持,我们努力做得更好!

(完整版)冲压模具结构最清晰讲解-图文-原创.ppt
冲压模具冲压工艺概览上模垫板,承受冲头或镶件在冲压过程受力回让,避免上模座发生凹陷变形。冲压模具结构外导套,与下模的外导柱共同起到粗定位作用。(普通尺寸冲模的外导套数量为4个,大尺寸模具数量则相应增加)上模垫板,承受冲头或镶件在冲压过程受力回让,起到缓冲作用,避免上模座发生凹陷或变形。与上模板共同固定冲子和入子,防止零件向上退出。脱料垫板+脱料板下模板+下垫板下模座冲裁下料结构0.5mm典型模具零件加工及设备冲压下模板钣金设计经验及常见问题
冲压模具结构最清晰原创图文专题培训课件.ppt
冲压模具结构最清晰原创图文冲压工艺概览上模垫板,承受冲头或镶件在冲压过程受力回让,避免上模座发生凹陷变形。冲压模具结构外导套,与下模的外导柱共同起到粗定位作用。(普通尺寸冲模的外导套数量为4个,大尺寸模具数量则相应增加)上模垫板,承受冲头或镶件在冲压过程受力回让,起到缓冲作用,避免上模座发生凹陷或变形。与上模板共同固定冲子和入子,防止零件向上退出。脱料垫板+脱料板下模板+下垫板下模座冲裁下料结构0.5mm典型模具零件加工及设备冲压下模板钣金设计经验及常见问题