
金属切削过程基本知识.pptx

胜利****实阿

1/10
2/10

3/10
4/10
5/10

6/10

7/10

8/10
9/10
10/10
亲,该文档总共63页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
金属切削过程基本知识.ppt
第一章金属切削过程的基础知识本章主要介绍金属切削过程的基础知识,分两大部分:一、基本定义——介绍金属切削过程方面的一些基本概念,它包括切削运动、切削用量、参考系(基面、切削平面、主剖面)、刀具标注角度、切削层参数等。二、刀具材料——介绍刀具材料应具备的性能(硬度、耐磨性、强度、韧性、耐热性、工艺性、经济性),两种常用的刀具材料(高速钢、硬质合金)和其它刀具材料(涂层、陶瓷、人造金刚石、立方氮化硼)。1.1基本定义金属切削过程是工件和刀具相互作用的过程,刀具要从工件上切去金属,必须具备以下三个条件:1、工件
金属切削过程基本知识.pptx
本章主要介绍金属切削过程的基础知识,分两大部分:一、基本定义——介绍金属切削过程方面的一些基本概念,它包括切削运动、切削用量、参考系(基面、切削平面、主剖面)、刀具标注角度、切削层参数等。二、刀具材料——介绍刀具材料应具备的性能(硬度、耐磨性、强度、韧性、耐热性、工艺性、经济性),两种常用的刀具材料(高速钢、硬质合金)和其它刀具材料(涂层、陶瓷、人造金刚石、立方氮化硼)。1.1基本定义金属切削过程是工件和刀具相互作用的过程,刀具要从工件上切去金属,必须具备以下三个条件:1、工件与刀具之间要有相对运动,即切

金属切削过程基本知识学习教案.ppt
金属切削(qiēxiāo)过程基本知识1.1基本(jīběn)定义如外圆车削时,工件做旋转运动(yùndòng),刀具作纵向直线运动(yùndòng),形成了工件的外圆表面。在新的表面的形成过程中,工件上有三个依次变化的表面(图1.1):切削(qiēxiāo)运动当主运动与进给运动同时进行时,刀具切削(qiēxiāo)刃上某一点相对工件的运动称为合成切削(qiēxiāo)运动,其大小与方向用合成速度向量ve表示。如图1.3所示,合成速度向量等于主运动速度与进给运动速度的向量和。即ve=vc+vf(1.1)

机械制造技术-金属切削过程基本知识.ppt
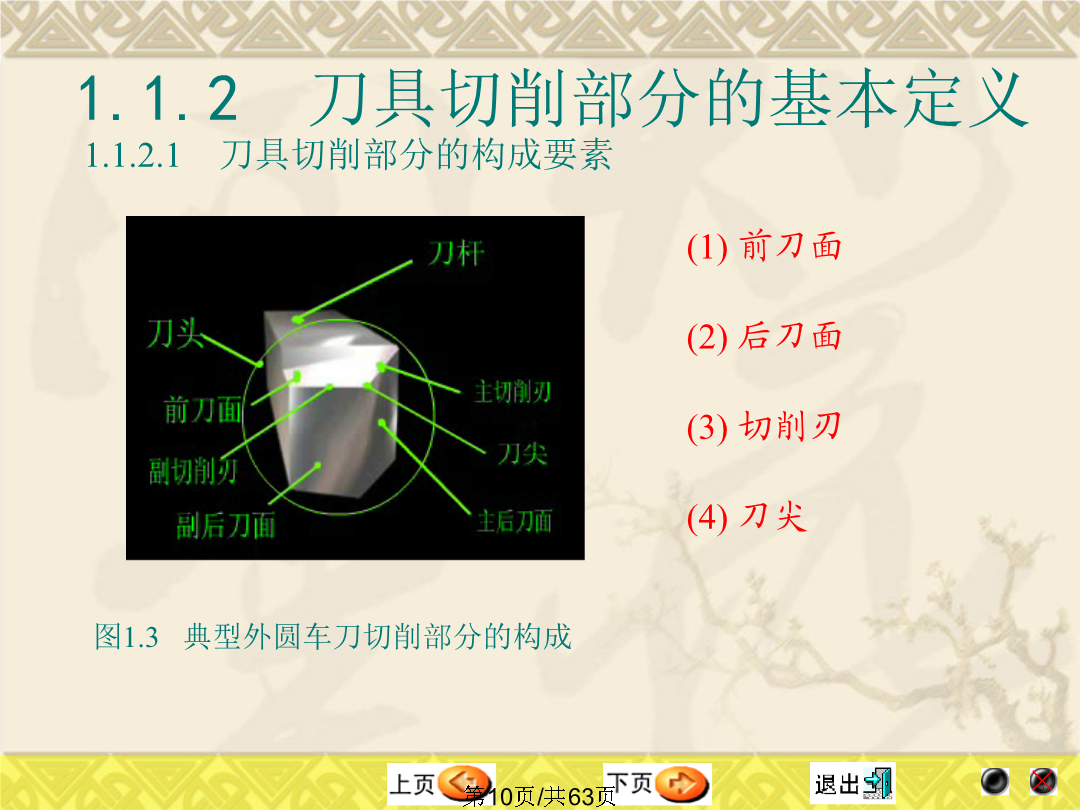
1.1基本定义金属切削过程金属切削过程是工件和刀具相互作用的过程。刀具从工件上切除多余的(或预留的)金属,并在高生产率和低成本的前提下,使工件得到符合技术要求的形状、位置、尺寸精度和表面质量。切削运动为实现切削过程,工件与刀具之间要有相对运动,即切削运动,它由金属切削机床来完成。工艺系统机床、夹具、刀具和工件,构成一个机械加工工艺系统,切削过程的各种现象和规律都在这个系统的运动状态中去研究。待加工表面:即将被切去金属层的表面;加工表面:切削刃正在切削着的表面;已加工表面:已经切去一部分金属形成的新表面。这

第一章金属切削过程的基本知识.doc
第一章金属切削过程的基本知识本章主要介绍以下内容:1、金属切削过程的基本概念2、刀具材料课时分配:1,两个学时,2,一个学时重点、难点:金属切削过程的基本概念1.1金属切削过程的基本概念一、切削表面与切削运动(见P4-5)(一)切削表面切削加工过程是一个动态过程,在切削过程中,工件上通常存在着三个不断变化的切削表面。即:待加工表面:工件上即将被切除的表面。已加工表面:工件上已切去切削层而形成的新表面。过渡表面(加工表面):工件上正被刀具切削着的表面,介于已加工表面和待加工表面之间。以车削外圆为例,如下图。