
详解高功率光纤激光器远程焊接技术.pptx

胜利****实阿


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共71页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

详解高功率光纤激光器远程焊接技术.pptx
率,改善其加工的灵活性。RLW的试验研究工作最早出现于1996年,由JohnMacken提出。RLW的主要特征是长焦距(可达1600mm)、高功率、高光束质量激光源与振镜扫描装置的完美结合。与传统激光焊接工艺相比,RLW加工的灵活性更好,速度更快,周期更短。一直以来,RLW技术研究工作被应用于各种类型的激光器。波长1080nm的高功率光纤激光器不仅能够实现激光束的光纤传输,还能够强化加工的灵活性及聚焦的精准度。而CO2激光器由于波长较长(10.6μm),所以生成的光束不可能通过光纤传输。高功率光纤激

高功率光纤激光器的关键技术及应用.pdf
第35卷,增刊红外与激光工程2006年10月Vbl.35SuppleIIlemIn劬red锄dL罄erEngiIlee血gOct.2006高功率光纤激光器的关键技术及应用刘德明,阎嫦玲(华中科技大学光电子科学与工程学院,湖北武汉430074)摘要:高功率光纤激光器单模输出功率可达到lkw,通过相干合束技术可以从多个光纤激光器获得几千瓦甚至几百千瓦的输出功率。高功率光纤激光器将使激光工业及国防应用产生革命性的变化。文中系统介绍了高功率光纤激光器的关键技术及其研究进展,阐述了在工业,航空业以及国防等领域的重要

高功率光纤激光器关键技术及进展.docx
高功率光纤激光器关键技术及进展论文:高功率光纤激光器关键技术及进展摘要:高功率光纤激光器作为一种重要的光学器件,在材料加工、通信、医疗和科学研究等领域均有广泛应用。然而,要实现高功率的输出需要解决一系列技术难题,本文主要介绍了高功率光纤激光器的关键技术,包括光纤材料、泵浦技术、光纤结构和激光束质量控制等方面的进展,并对未来的发展进行展望。关键词:高功率光纤激光器,光纤材料,泵浦技术,光纤结构,激光束质量1.引言高功率光纤激光器具有输出功率高、光束质量好、体积小、可靠性高等优点,在各个领域得到了广泛的应用。

高功率光纤激光器光纤熔接的功率对准技术研究的任务书.docx
高功率光纤激光器光纤熔接的功率对准技术研究的任务书任务书一、研究背景随着通信技术的不断发展,光纤一直被广泛应用于通讯领域。但是,光纤的连接工艺也随着技术的发展不断增加,传统的焊接连接方法已经不能满足高精度、高要求的需求。光纤激光器通过高光束质量和高功率的特点,成为一种理想的光纤连接工具。光纤激光器与光纤连接称为光纤熔接。光纤熔接具有无损和高精度的优点,已广泛应用于通信、航空、航天、军事和医疗等领域。在光纤熔接过程中,精准的功率对准技术是保证熔接质量和稳定性的关键。二、研究目的本任务书旨在探究高功率光纤激光
一种全光纤高功率光纤激光器.pdf
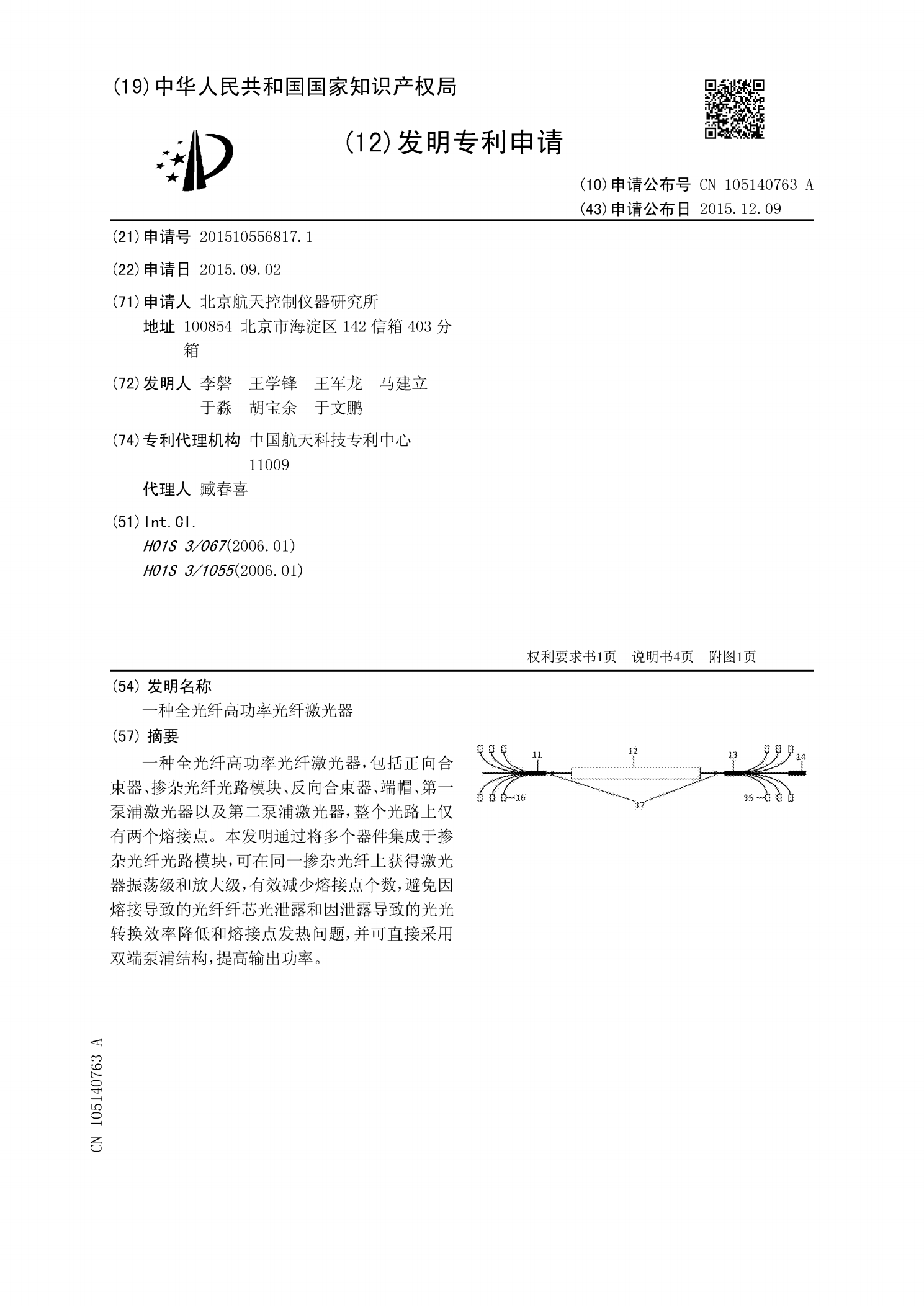
一种全光纤高功率光纤激光器,包括正向合束器、掺杂光纤光路模块、反向合束器、端帽、第一泵浦激光器以及第二泵浦激光器,整个光路上仅有两个熔接点。本发明通过将多个器件集成于掺杂光纤光路模块,可在同一掺杂光纤上获得激光器振荡级和放大级,有效减少熔接点个数,避免因熔接导致的光纤纤芯光泄露和因泄露导致的光光转换效率降低和熔接点发热问题,并可直接采用双端泵浦结构,提高输出功率。