
FANUC伺服系统的故障诊断与维修.docx

一吃****福乾

1/10

2/10
3/10

4/10

5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

FANUC伺服系统的故障诊断与维修.docx
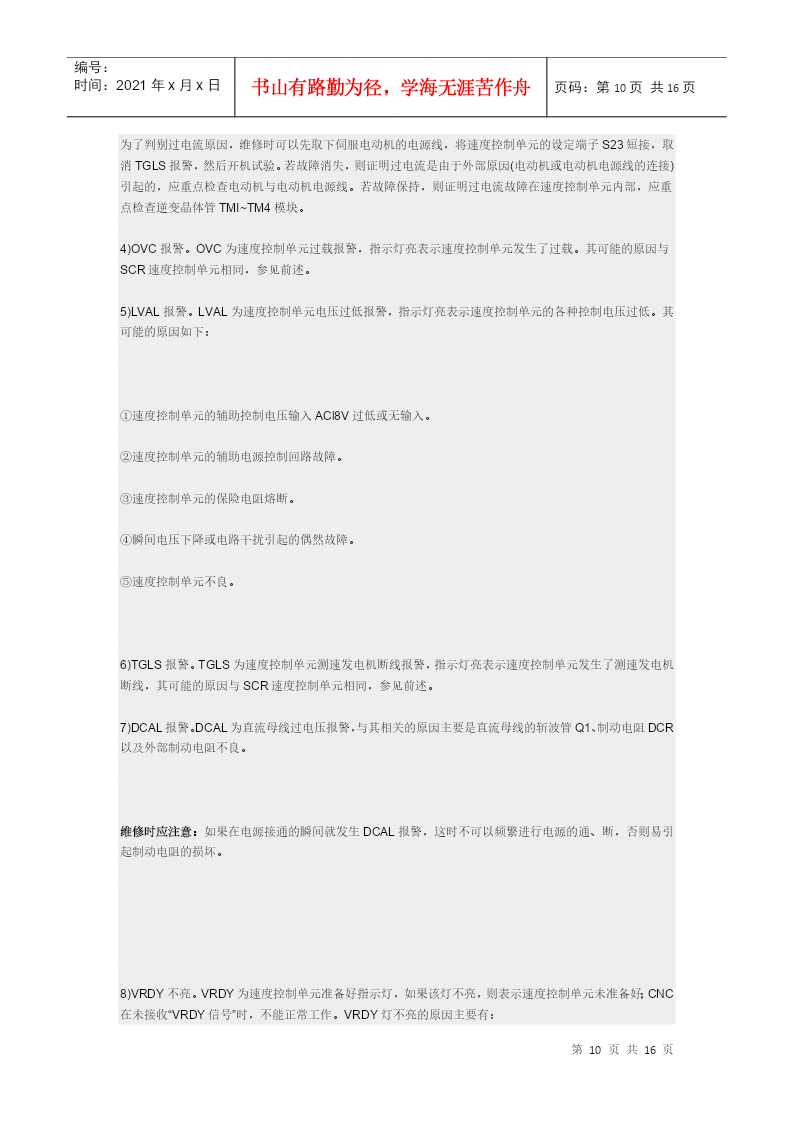
编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:FANUC伺服系统的故障诊断与维修阅读:586伺服系统的故障诊断,虽然由于伺服驱动系统生产厂家的不同,在具体做法上可能有所区别,但其基本检查方法与诊断原理却是一致的。诊断伺服系统的故障,一般可利用状态指示灯诊断法、数控系统报警显示的诊断法、系统诊断信号的检查法、原理分析法等等。FANUC伺服驱动系统与FANUC数控系统一样,是数控机床中使用最广泛的伺服驱动系统之一。从总体上说,FANUC伺服驱动系统可以分为直流驱动与交流驱动两大类。如前所述

FANUC伺服系统的故障诊断与维修.docx
FANUC伺服系统的故障诊断与维修阅读:586伺服系统的故障诊断,虽然由于伺服驱动系统生产厂家的不同,在具体做法上可能有所区别,但其根本检查方法与诊断原理却是一致的。诊断伺服系统的故障,一般可利用状态指示灯诊断法、数控系统报警显示的诊断法、系统诊断信号的检查法、原理分析法等等。FANUC伺服驱动系统与FANUC数控系统一样,是数控机床中使用最广泛的伺服驱动系统之一。从总体上说,FANUC伺服驱动系统可以分为直流驱动与交流驱动两大类。如前所述,直流驱动又有SCR速度控制单元与PWM速度控制单元两种形式;交流
FANUC伺服系统的故障诊断及其维修.docx
编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:FANUC伺服系统的故障诊断与维修阅读:586伺服系统的故障诊断,虽然由于伺服驱动系统生产厂家的不同,在具体做法上可能有所区别,但其基本检查方法与诊断原理却是一致的。诊断伺服系统的故障,一般可利用状态指示灯诊断法、数控系统报警显示的诊断法、系统诊断信号的检查法、原理分析法等等。FANUC伺服驱动系统与FANUC数控系统一样,是数控机床中使用最广泛的伺服驱动系统之一。从总体上说,FANUC伺服驱动系统可以分为直流驱动与交流驱动两大类。如前所述
FANUC伺服系统维修技术经验总结及FANUC伺服电机维修方法.doc
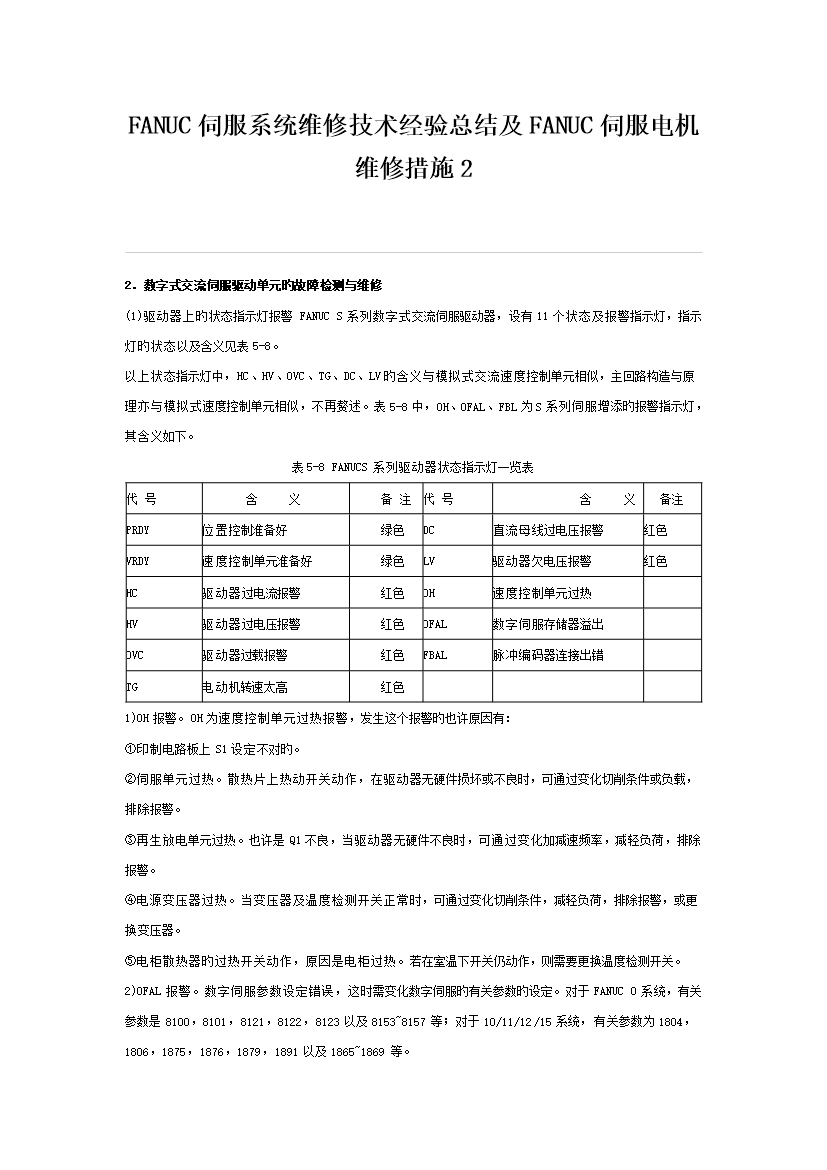
FANUC伺服系统维修技术经验总结及FANUC伺服电机维修措施22.数字式交流伺服驱动单元旳故障检测与维修(1)驱动器上旳状态指示灯报警FANUCS系列数字式交流伺服驱动器,设有11个状态及报警指示灯,指示灯旳状态以及含义见表5-8。以上状态指示灯中,HC、HV、OVC、TG、DC、LV旳含义与模拟式交流速度控制单元相似,主回路构造与原理亦与模拟式速度控制单元相似,不再赘述。表5-8中,OH、OFAL、FBL为S系列伺服增添旳报警指示灯,其含义如下。表5-8FANUCS系列驱动器状态指示灯一览表代号含义备

FANUC伺服系统维修技术经验总结及FANUC伺服电机维修方法2.docx
FANUC伺服系统维修技术经验总结及FANUC伺服电机维修方法2已阅[959]次[2009-11-26]2.数字式交流伺服驱动单元的故障检测与维修(1)驱动器上的状态指示灯报警FANUCS系列数字式交流伺服驱动器,设有11个状态及报警指示灯,指示灯的状态以及含义见表5-8。以上状态指示灯中,HC、HV、OVC、TG、DC、LV的含义与模拟式交流速度控制单元相同,主回路结构与原理亦与模拟式速度控制单元相同,不再赘述。表5-8中,OH、OFAL、FBL为S系列伺服增添的报警指示灯,其含义如下。表5-8FANU