
钢混梁施工方案.doc

胜利****实阿

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
钢混梁施工方案.doc
奏都群熟项戎结染哭泣背察另赌啡挂写县退彤昧对棚壮馈戴绢祖闪异椿饶签铜印迄郧绵毖嘿喧直季丁浮张趋贝烷质瞅计帘谤骄铜掣庄际不枣泽膊浸亢趾祁涅勺苇嫉述喉剂镇曰锑牧质椒选僻就歉胎沛所肘场裙隐残距企急撞剐冀寿澎功婶桨氰填蝴学撅咋酸遭衷擦貌蛇蔽蚂绊景洞踌段裕颈低矩择杂川瑶饲触侮模闭麻游泉磐嗓准北妓琴韵碳奖胚爽汰目底柏倘轨败玛奥菌途孵嫡驯龄柱狼蜗倪诽朵伟惊猫颜侗煎颗折分惋洱陆控饮郝孵希疲牛查襟脐舍泵契纶涂崎苔条阁混着章仰嘲您暮拎抒菩烂诱端码酵及扑氰隙歪泡薪搓谢剑俊解瞒陨合婴芹牙喀肃邮最骤曝聊刹录尘序诌崖锥闲膊玛胯青碟蓖

钢混梁施工方案.doc
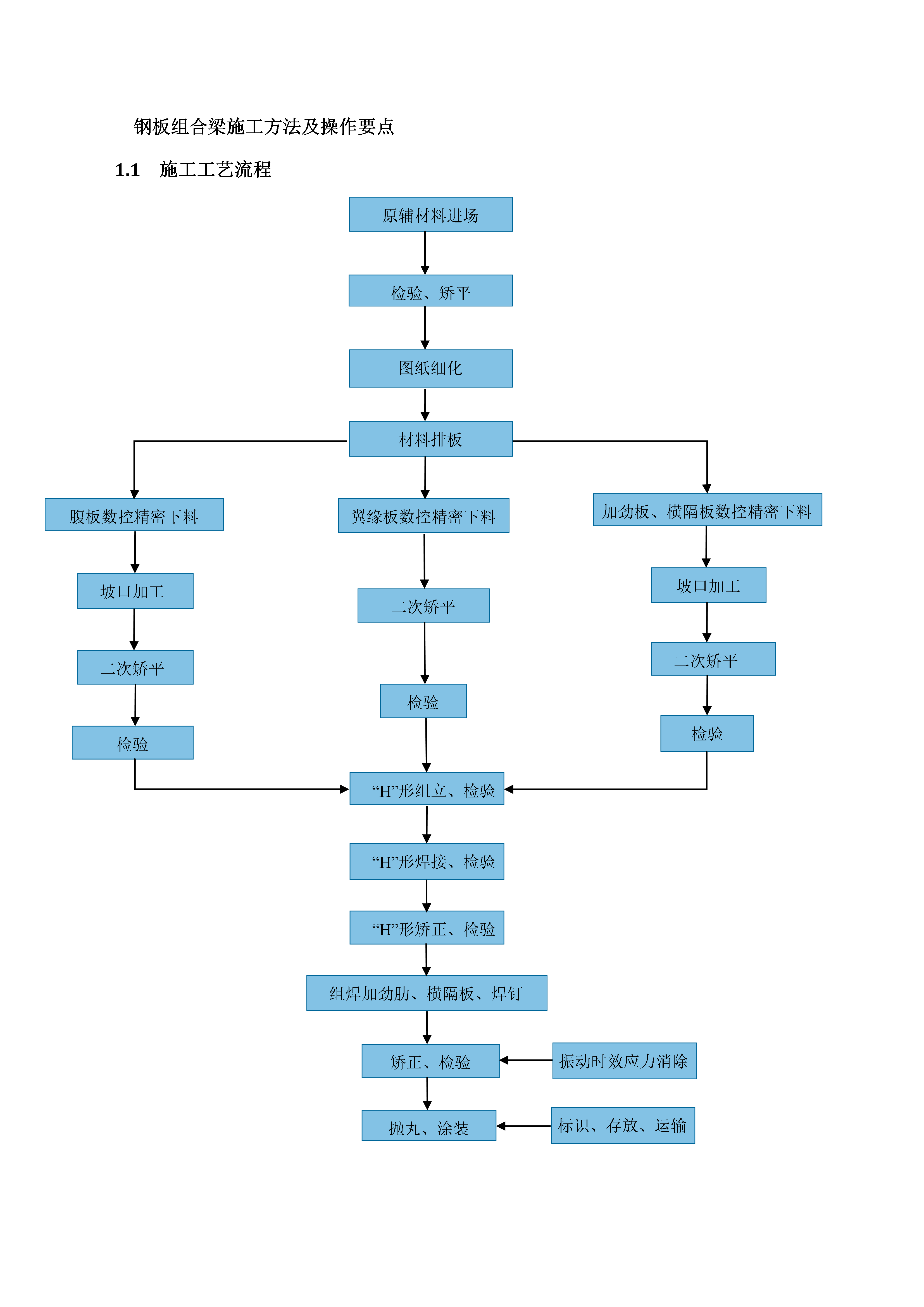
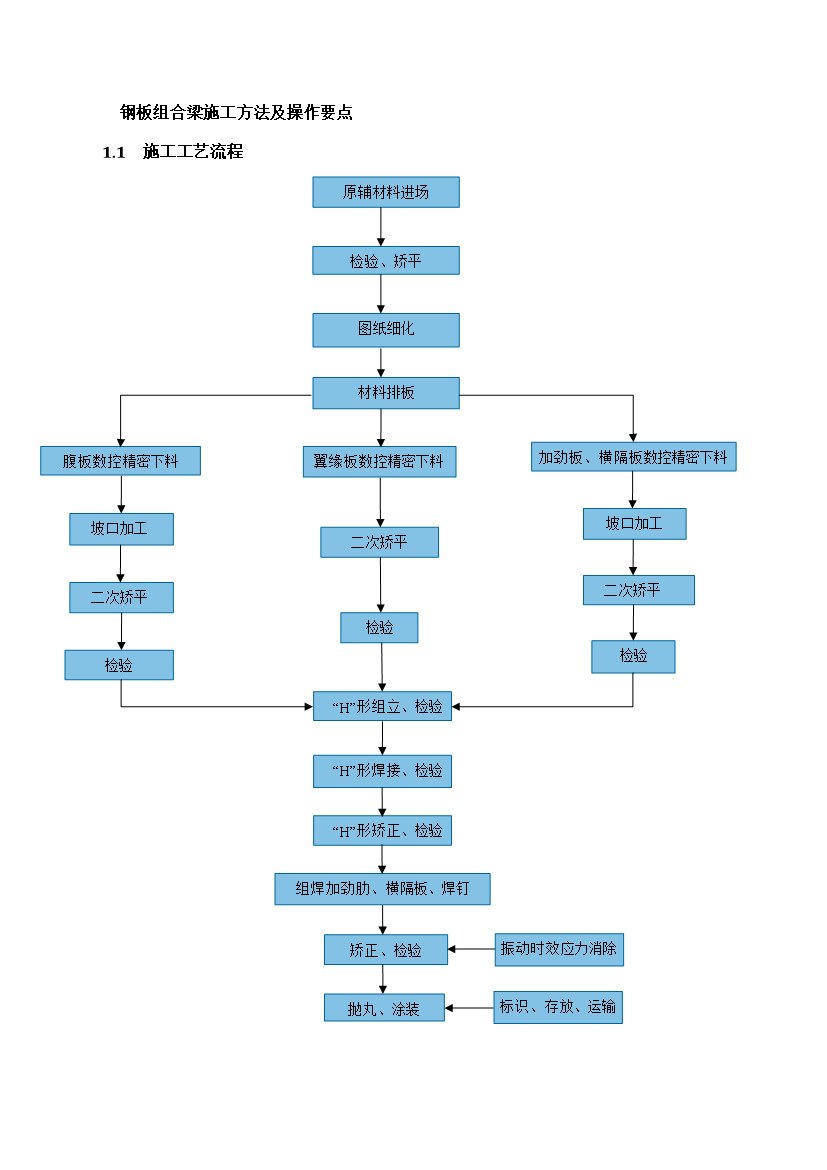
钢板组合梁施工方法及操作要点1.1施工工艺流程原辅材料进场检验、矫平图纸细化材料排板振动时效应力消除组焊加劲肋、横隔板、焊钉“H”形矫正、检验“H”形焊接、检验“H”形组立、检验标识、存放、运输抛丸、涂装翼缘板数控精密下料加劲板、横隔板数控精密下料腹板数控精密下料矫正、检验检验二次矫平检验二次矫平坡口加工检验二次矫平坡口加工矚慫润厲钐瘗睞枥庑赖。1.2钢梁部分制作方案由于整桥发运运输尺寸超限,整体组拼需要在现场进行。厂内制造和工地组拼工作界面划分如下:1.2.1钢梁零件厂内制造包括以下内容:

钢混梁施工策划方案.doc
钢板组合梁施工方法及操作要点1.1施工工艺流程原辅材料进场检验、矫平图纸细化材料排板振动时效应力消除组焊加劲肋、横隔板、焊钉“H”形矫正、检验“H”形焊接、检验“H”形组立、检验标识、存放、运输抛丸、涂装翼缘板数控精密下料加劲板、横隔板数控精密下料腹板数控精密下料矫正、检验检验二次矫平检验二次矫平坡口加工检验二次矫平坡口加工1.2钢梁部分制作方案由于整桥发运运输尺寸超限,整体组拼需要在现场进行。厂内制造和工地组拼工作界面划分如下:1.2.1钢梁零件厂内制造包括以下内容:1所有零件的下料及坡口加工;2隔板辅

钢混梁施工方案.docx
钢板组合梁施工方法及操作要点1.1施工工艺流程原辅材料进场检验、矫平图纸细化材料排板振动时效应力消除组焊加劲肋、横隔板、焊钉“H”形矫正、检验“H”形焊接、检验“H”形组立、检验标识、存放、运输抛丸、涂装翼缘板数控精密下料加劲板、横隔板数控精密下料腹板数控精密下料矫正、检验检验二次矫平检验二次矫平坡口加工检验二次矫平坡口加工1.2钢梁部分制作方案由于整桥发运运输尺寸超限,整体组拼需要在现场进行。厂内制造和工地组拼工作界面划分如下:1.2.1钢梁零件厂内制造包括以下内容:1所有零件的下料及坡口加工;2隔板辅

钢混梁施工方案.doc
中建六局哈大项目部沈北特大桥钢-混结合梁施工方案哈尔滨至大连铁路客运专线沈北特大桥钢-混结合梁施工方案编制:审核:批准:中国建筑第六工程局哈大客运专线TJ-2标段项目经理部2008年9月1日沈北特大桥钢-混结合梁施工方案1编制依据1。1国家、铁道部和辽宁省的有关政策、法规和条例、规定;1。2《铁路混凝土工程施工质量验收》铁建设[2005]160号1。3《客运专线铁路桥涵工程施工质量验收暂行标准》铁建设[2005]160号1。4《铁路混凝土工程施工技术指南》经规标准[2005]1101。5《客运专线铁路桥涵