
第章加工中心的编程与操作ppt课件.ppt

胜利****实阿


1/10

2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共34页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

第章加工中心的编程与操作ppt课件.ppt
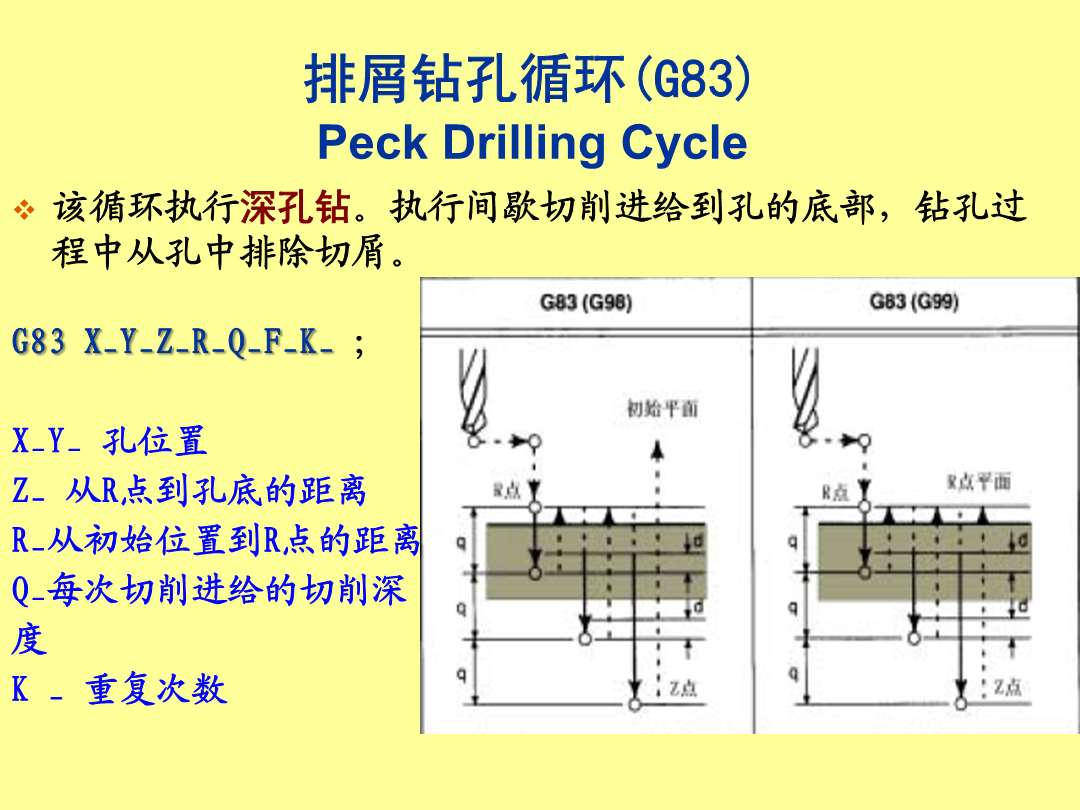
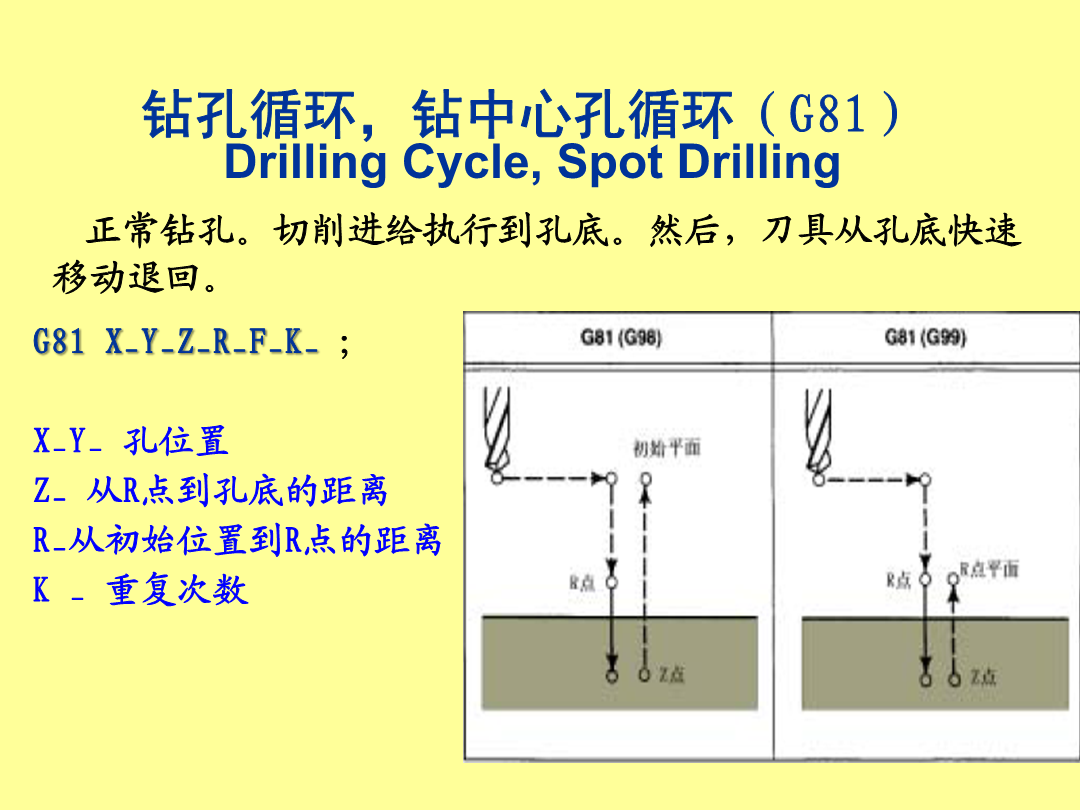
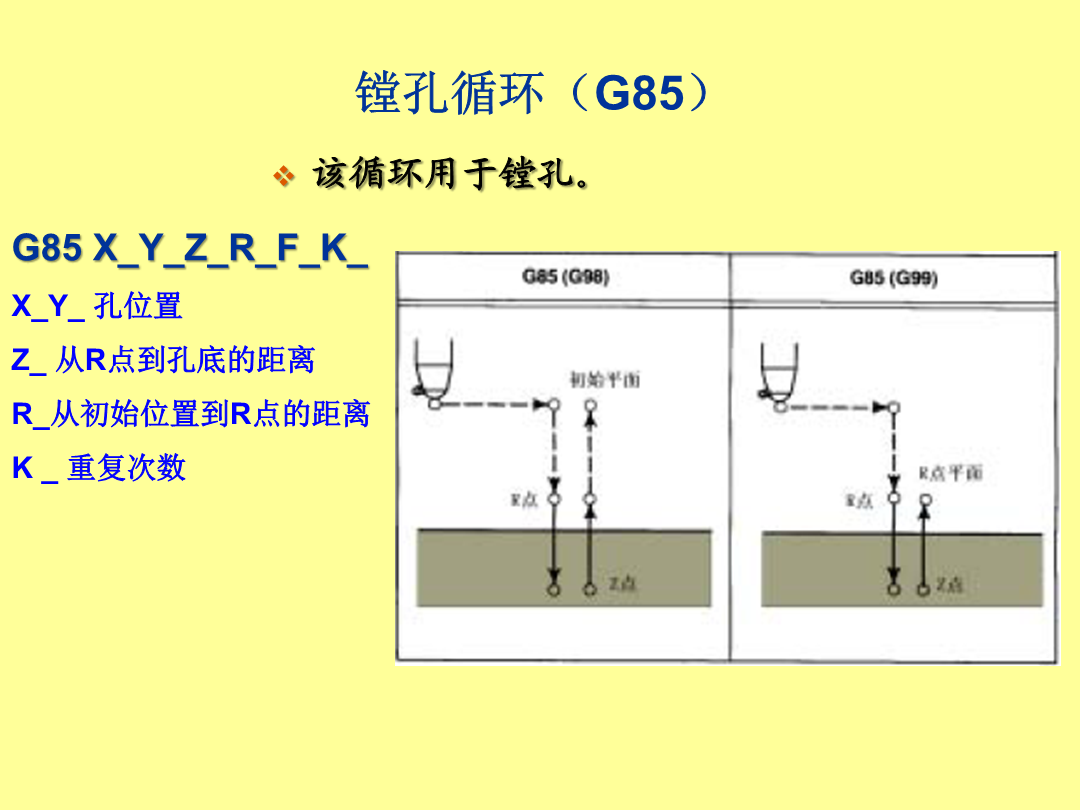
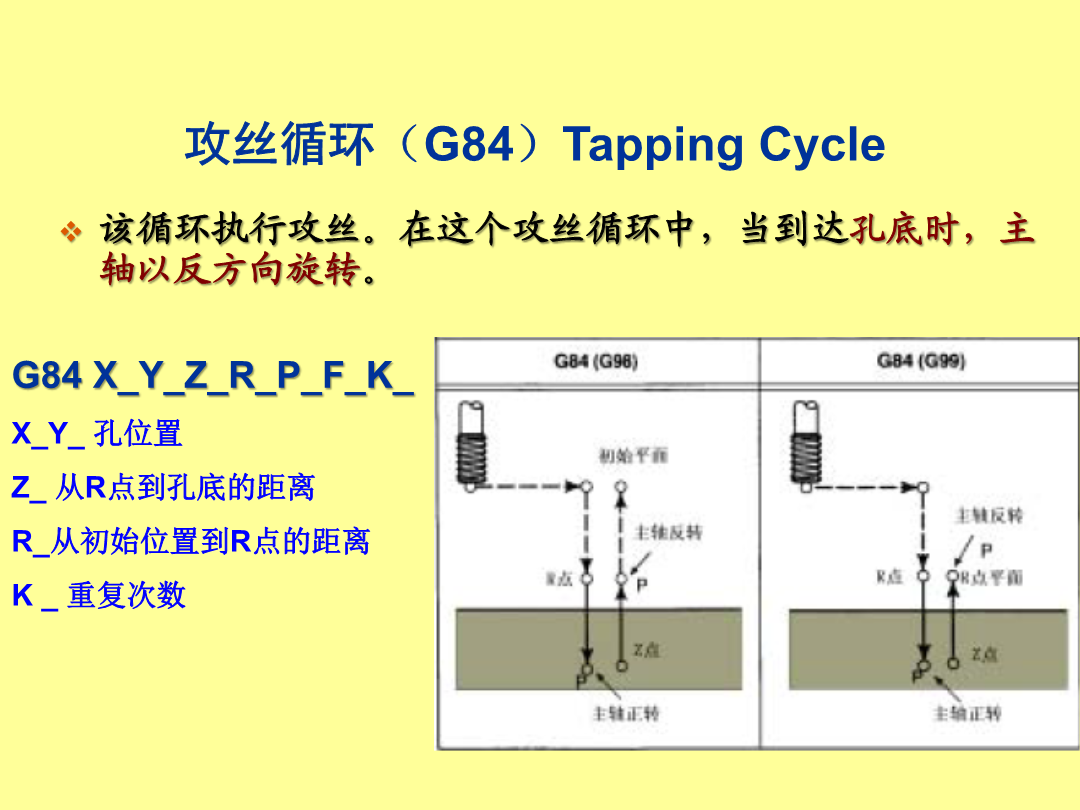
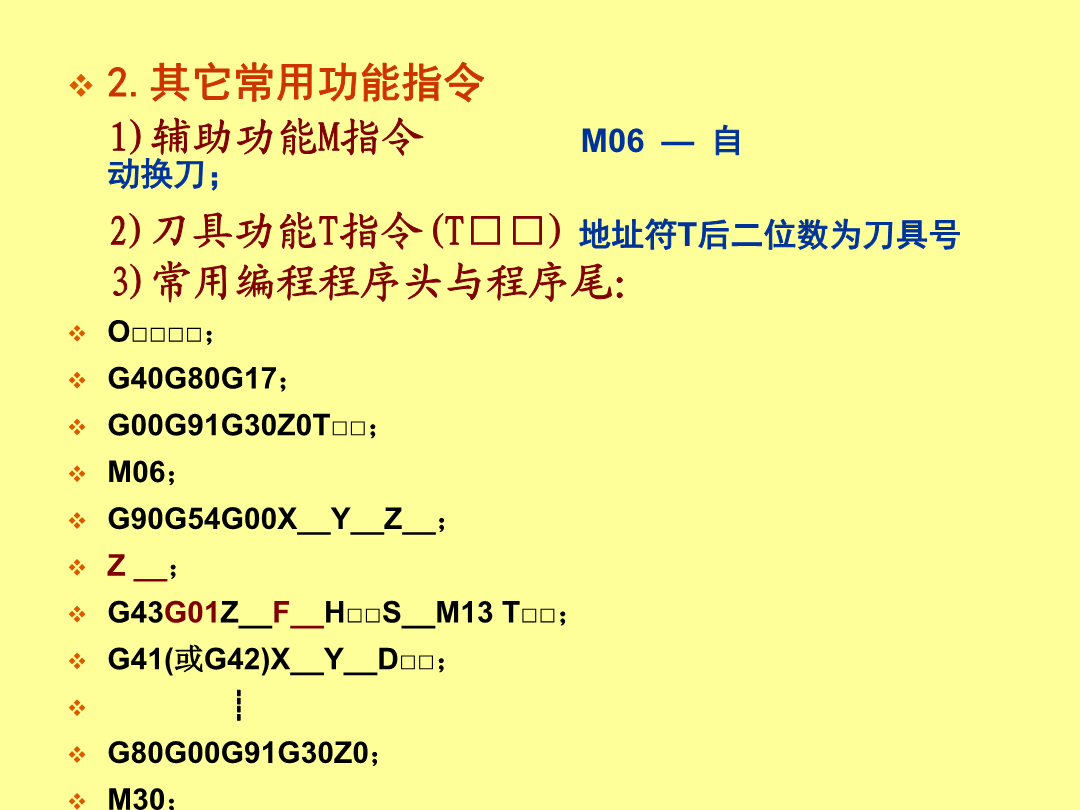
CNCMachiningCenterProgrammingandOperation知识点回顾主要内容排屑钻孔循环(G83)PeckDrillingCycle钻孔循环,钻中心孔循环(G81)DrillingCycle,SpotDrilling精镗循环(G76)FineBoringCycle镗孔循环(G85)攻丝循环(G84)TappingCycle2.其它常用功能指令1)辅助功能M指令M06—自动换刀;2)刀具功能T指令(T□□)地址符T后二位数为刀具号3)常用编程程序头与程序尾:O□□□□;G40G80G

第章加工中心的编程与操作.ppt
CNCMachiningCenterProgrammingandOperation知识点回顾主要内容排屑钻孔循环(G83)PeckDrillingCycle钻孔循环,钻中心孔循环(G81)DrillingCycle,SpotDrilling精镗循环(G76)FineBoringCycle镗孔循环(G85)攻丝循环(G84)TappingCycle2.其它常用功能指令1)辅助功能M指令M06—自动换刀;2)刀具功能T指令(T□□)地址符T后二位数为刀具号3)常用编程程序头与程序尾:O□□□□;G40G80G
加工中心编程操作与实例ppt课件.ppt
第四章数控铣床的编程及操作第一节加工中心特点第一节加工中心特点第一节加工中心特点第一节加工中心特点第二节加工中心指令第二节加工中心指令第二节加工中心指令第三节加工中心编程实例第三节加工中心编程实例第三节加工中心编程实例第三节加工中心编程实例第三节加工中心编程实例第三节加工中心编程实例第三节加工中心编程实例第三节加工中心编程实例第三节加工中心编程实例第三节加工中心编程实例第三节加工中心编程实例第三节加工中心编程实例第三节加工中心编程实例

第4章加工中心的操作与编程.docx
第4章加工中心的操作与编程第4章加工中心的操作与编程第4章加工中心的操作与编程4.1数控加工中心及其组成4.1.1加工中心的类型及其组成加工中心是带有刀库和自动换刀装置的数控机床,又称为自动换刀数控机床或多工序数控机床。其特点是数控系统能控制机床自动地更换刀具,连续地对工件各加工表面自动进行钻削、扩孔、铰孔、镗孔、攻丝、铣削等多种工序的加工,工序高度集中。这种机床一般具有刀库和自动换刀装置,有的还具有分度工作台或双工作台。适用于加工凸轮、箱体、支架、盖板、模具等复杂型面的零件。1.按功能特征分类图4-1卧

加工中心操作与编程-1ppt课件.ppt
数控铣床及加工中心编程与操作一、数控机床编程基本知识二、数控铣床基本编程指令三、数控铣床常用编程指令四、简化编程指令五、数控铣床编程实例六、半径补偿专题1、机床坐标轴2、机床原点、参考点、机床坐标系3、工件原点和工件坐标4、绝对、增量编程5、程序格式机床参考点:为了正确地在机床工作时建立机床坐标系,通常在每个坐标轴的移动范围内设置一个固定的机械的机床参考点(测量起点),(该点系统不能确定其位置)机床零点:通过已知参考点(已知点)、系统设置的参考点与机床零点的关系可确定一固定的机床零点,也称为机床坐标系的原