
基于PLC伺服电机的精确定位系统应用研究(完整资料).doc

胜利****实阿


1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共111页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

基于PLC伺服电机的精确定位系统应用研究(完整资料).doc
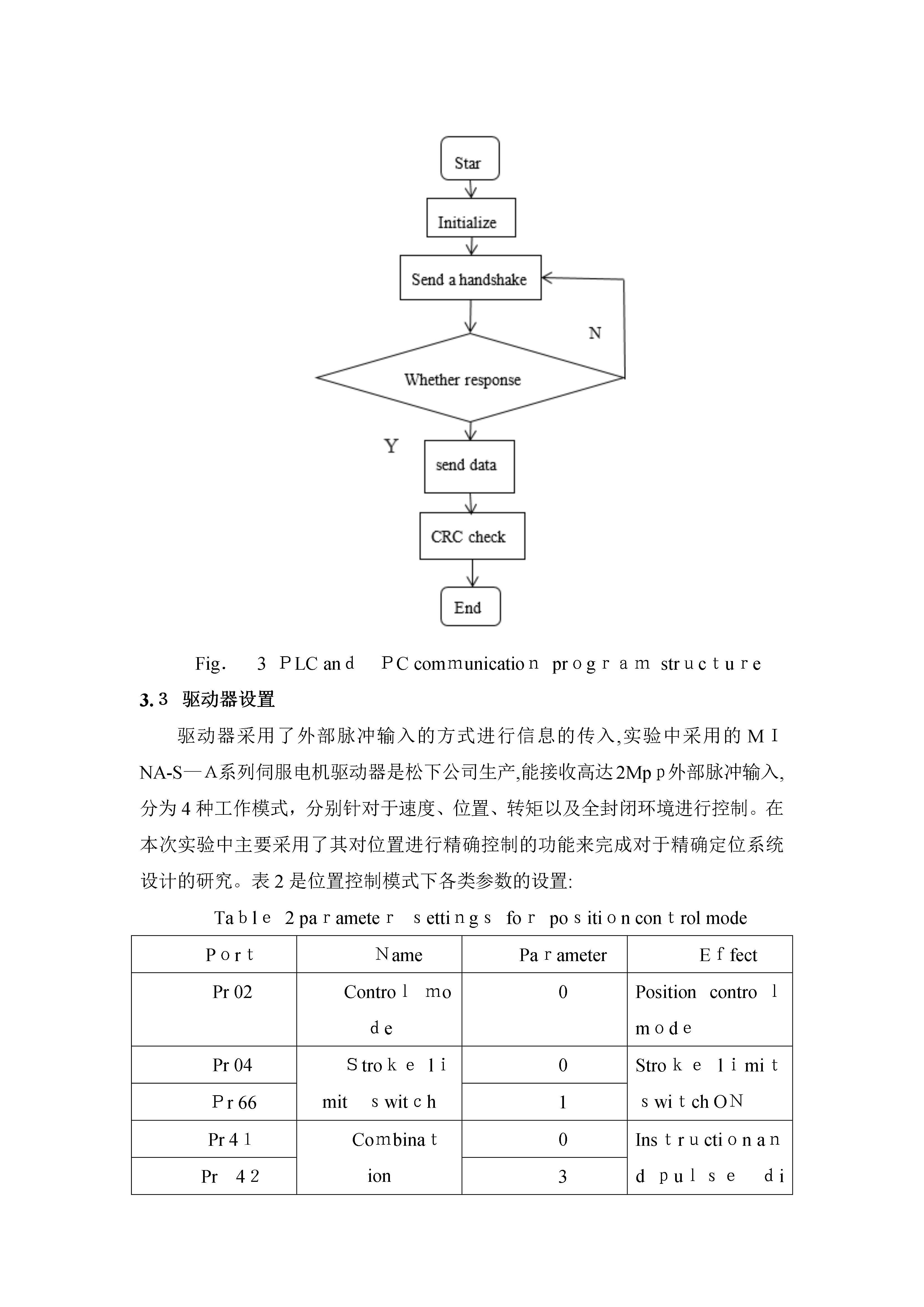
基于PLC伺服电机的精确定位系统应用研究(完整资料)(可以直接使用,可编辑优秀版资料,欢迎下载)基于PLC伺服电机的精确定位系统应用研究摘要:在PLC伺服发电机传统的零点定位中,往往会出现计算的偏差以及定位的准确度失灵,因此需要采用合理方法提升其定位精度.本文针对于实际应用中对于伺服电机的对于平面具体坐标的准确把握监控,研究了利用PLC为主导的辅助伺服电机的平面运动控制,在成本上尽可能地削减,提高定位的精度以及实现了低速渐变的控制。通过视觉检测的特征分析直接对仪器进行校正,不仅在控制的便利性上大大提高,而

基于PLC伺服电机的精确定位系统应用研究.doc
基于PLC伺服电机的精确定位系统应用研究摘要:在PLC伺服发电机传统的零点定位中,往往会出现计算的偏差以及定位的准确度失灵,因此需要采用合理方法提升其定位精度。本文针对于实际应用中对于伺服电机的对于平面具体坐标的准确把握监控,研究了利用PLC为主导的辅助伺服电机的平面运动控制,在成本上尽可能地削减,提高定位的精度以及实现了低速渐变的控制。通过视觉检测的特征分析直接对仪器进行校正,不仅在控制的便利性上大大提高,而且也对精度进行了极大的提高,从而全面的推动了伺服发电机的精确定位系统的进一步延伸与发展。关键词:

基于PLC伺服电机的精确定位系统应用研究【实用文档】doc.doc
基于PLC伺服电机的精确定位系统应用研究【实用文档】doc文档可直接使用可编辑,欢迎下载基于PLC伺服电机的精确定位系统应用研究摘要:在PLC伺服发电机传统的零点定位中,往往会出现计算的偏差以及定位的准确度失灵,因此需要采用合理方法提升其定位精度.本文针对于实际应用中对于伺服电机的对于平面具体坐标的准确把握监控,研究了利用PLC为主导的辅助伺服电机的平面运动控制,在成本上尽可能地削减,提高定位的精度以及实现了低速渐变的控制。通过视觉检测的特征分析直接对仪器进行校正,不仅在控制的便利性上大大提高,而且也对精

如何采用PLC控制伺服电机的精确定位.docx
如何采用PLC控制伺服电机的精确定位1PLC定义PLC主要是指数字运算操作电子系统的可编程逻辑控制器,用于控制机械的生产过程。PLC的特点是性能稳定可靠,一般由大公司如三菱,LG、台达、西门子等生产制造,质量可靠,使用寿命长,其次PLC的扩展性好,一般可通过简单方法实现多种专业的功能,如AD/DA功能,波形输出功能,PID模糊控制功能等。PLC可采用代码编程或者梯形图编程,逻辑清楚,编程简单,适合于初学者学习和使用,因此用途广泛。目前PLC已经在世界各地的重要控制系统中发挥了重要的作用。大到航天航海,小到

基于PLC的轴承压入机伺服精确定位系统研制.docx
基于PLC的轴承压入机伺服精确定位系统研制随着工业化和自动化程度不断提高,PLC控制系统广泛应用于生产制造中的各个领域。轴承压入机作为一种常见的自动生产设备,也广泛应用于各个行业中。本文将介绍一种基于PLC的轴承压入机伺服精确定位系统的研制。一、研究背景在生产制造中,轴承压入机的作用是将轴承与轴承座合理地组装起来,从而保障整个机器的正常运行。精确定位是轴承压入机工作的重要环节,影响着产品的合格率和性能稳定性。传统的轴承压入机有很多问题,比如定位不准、精度低、效率低等。由于它们的实现机制过于简单,并且没有对