
数控加工之宏程序编程.ppt

胜利****实阿

1/10
2/10

3/10
4/10
5/10

6/10
7/10
8/10
9/10

10/10
亲,该文档总共41页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
数控加工之宏程序编程.ppt
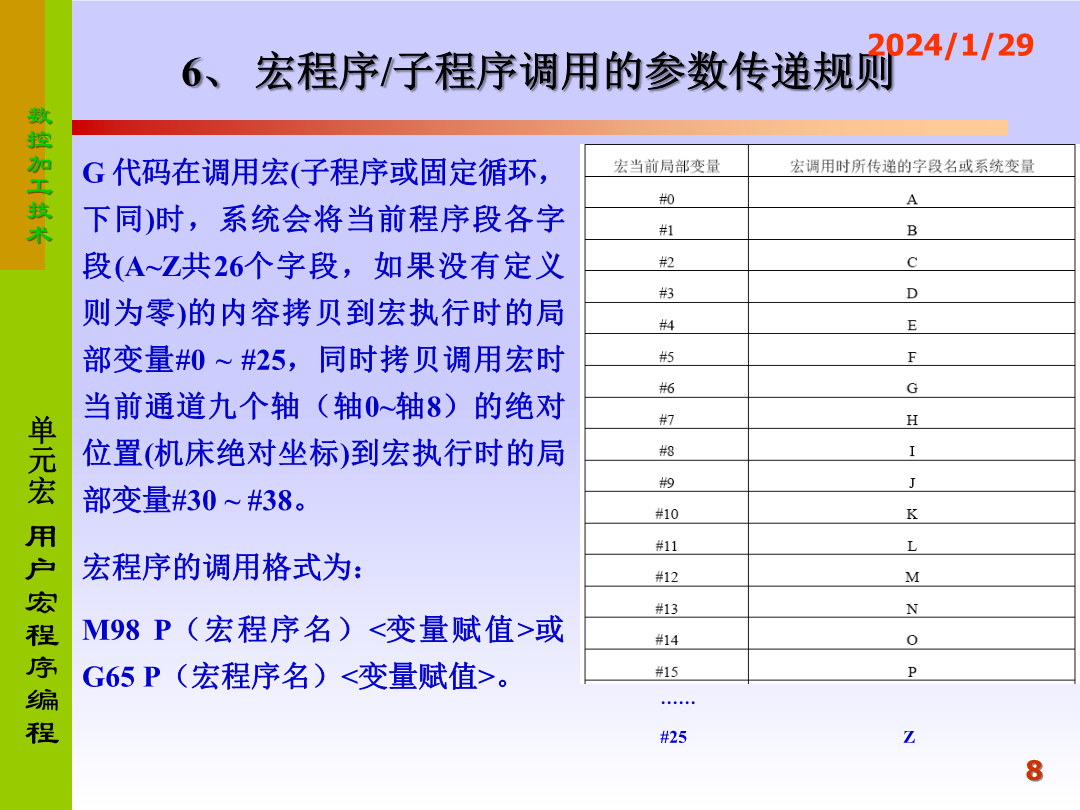
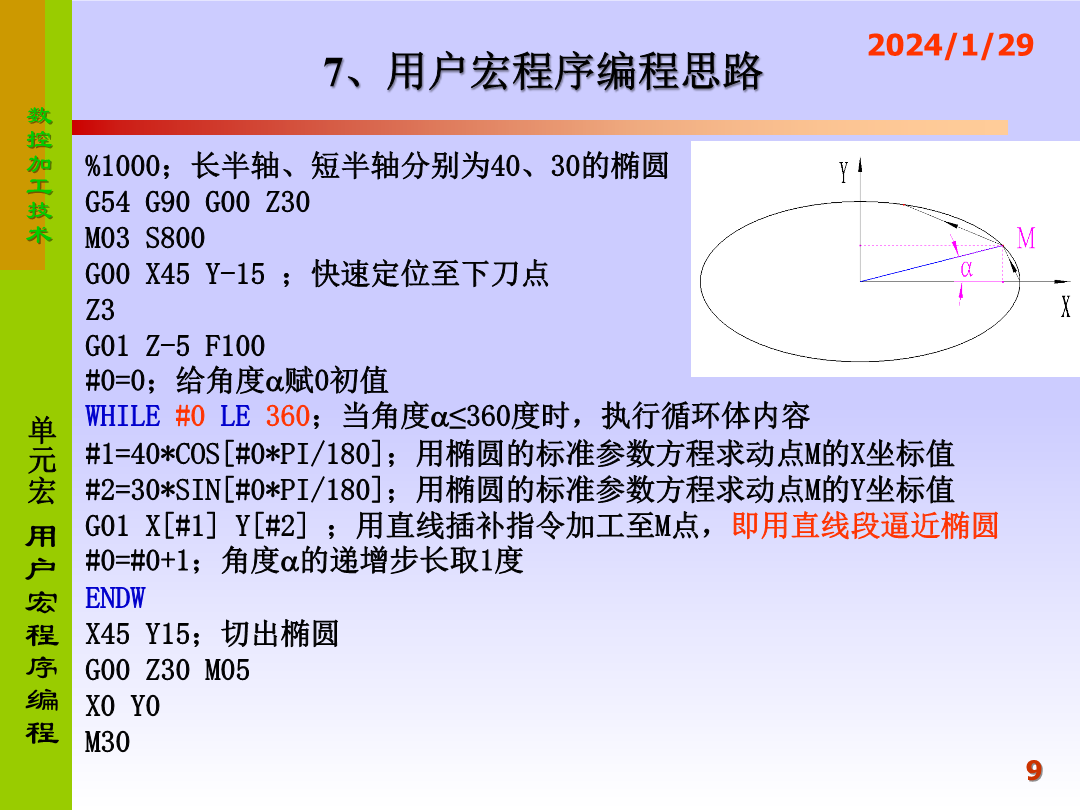
用户宏程序编程华中数控用户宏程序一、基础知识2、运算符与表达式3、赋值语句4、条件判别语句IF,ELSE,ENDIF5、循环语句WHILE,ENDW6、宏程序/子程序调用的参数传递规则%1000;长半轴、短半轴分别为40、30的椭圆G54G90G00Z30M03S800G00X45Y-15;快速定位至下刀点Z3G01Z-5F100#0=0;给角度赋0初值WHILE#0LE360;当角度≤360度时,执行循环体内容#1=40*COS[#0*PI/180];用椭圆的标准参数方程求动点M的X坐标值#2=30

数控加工之宏程序编程.pptx
会计学上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分上午7时22分
数控加工之宏程序编程.ppt
用户宏程序编程华中数控用户宏程序一、基础知识2、运算符与表达式3、赋值语句4、条件判别语句IF,ELSE,ENDIF5、循环语句WHILE,ENDW6、宏程序/子程序调用的参数传递规则%1000;长半轴、短半轴分别为40、30的椭圆G54G90G00Z30M03S800G00X45Y-15;快速定位至下刀点Z3G01Z-5F100#0=0;给角度赋0初值WHILE#0LE360;当角度≤360度时,执行循环体内容#1=40*COS[#0*PI/180];用椭圆的标准参数方程求动点M的X坐标值#2=30

数控加工之宏程序编程学习资料.pptx
会计学下午12时34分下午12时34分下午12时34分下午12时34分下午12时34分下午12时34分下午12时34分下午12时34分下午12时34分下午12时34分下午12时34分下午12时34分下午12时34分下午12时34分下午12时34分下午12时34分下午12时34分下午12时34分下午12时34分下午12时34分下午12时34分下午12时34分下午12时34分下午12时34分下午12时34分下午12时34分下午12时34分下午12时34分下午12时34分下午12时34分下午12时34分下午12

浅析曲面图形数控加工宏程序编程与CAM编程.docx
浅析曲面图形数控加工宏程序编程与CAM编程浅析曲面图形数控加工宏程序编程与CAM编程摘要:数控加工技术在现代制造业中发挥着重要的作用,而曲面图形的加工更是数控加工的难点之一。曲面图形数控加工宏程序编程是实现复杂曲面图形加工的关键。本文从数控加工的基本原理开始,深入探讨了曲面图形数控加工的宏程序编程与CAM编程的方法与技术。关键词:数控加工、曲面图形、宏程序编程、CAM编程一、引言数控(NumericalControl)是指通过电子技术和计算机技术对机床进行控制的一种自动化加工技术。数控加工技术通过预先编程