
smt车间回流焊工艺.ppt

胜利****实阿

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共32页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

smt车间回流焊工艺.ppt
1234567891011121314151617181920212223242526272829303132

smt车间回流焊工艺.ppt
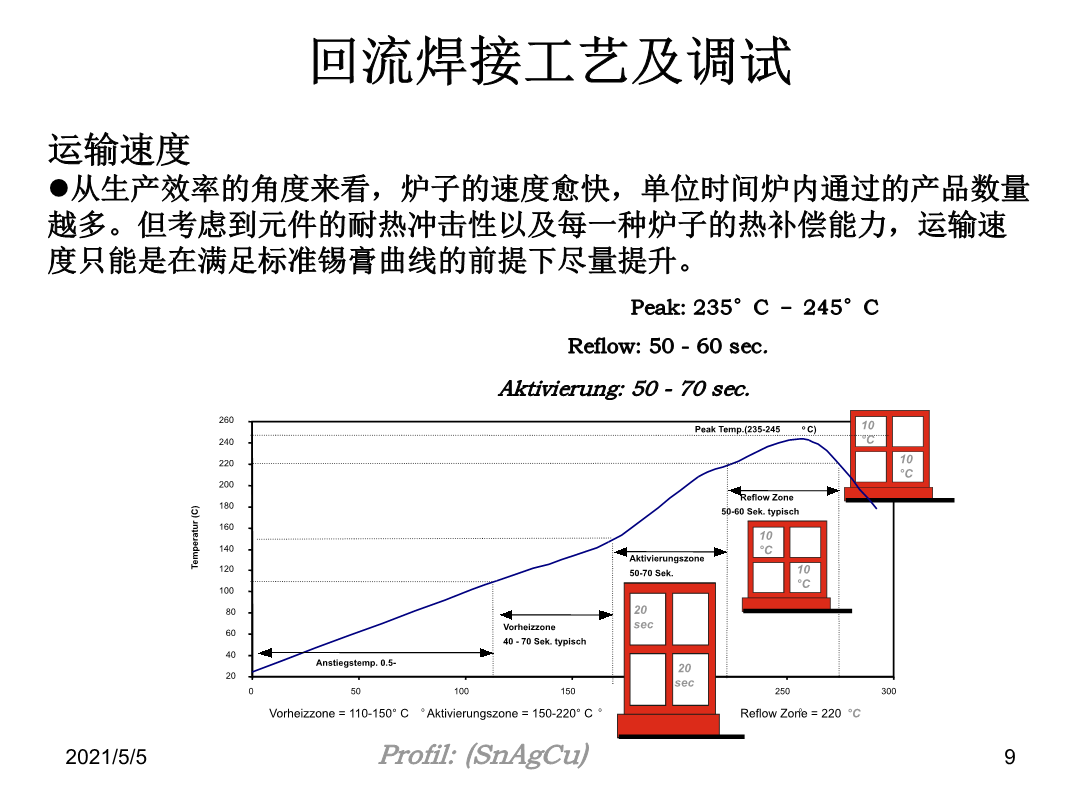
SMT回流焊工艺控制預热区:PCB与材料(元器件)預热,使被焊接材质达到热均衡,针对回流焊炉说的是前一到两个加热区间的加热作用.【更高預热,锡膏开始活动,助焊剂等成份受到温度上升而开始适量的挥发,此针对回流焊炉说的是第三到四个加热区间的加热作用.】恒温区:除去表面氧化物,一些气流开始蒸发(开始焊接)温度达到焊膏熔点(此时焊膏处在将溶未溶状态),此针对回流焊炉的是第五六七三个加热区间的加热作用.回焊区:从焊料溶点至峰值再降至溶点,焊料熔溶的过程,PAD与焊料形成焊接,此针对回流焊炉的是第八、九、十、三个加区

SMT车间回流焊工艺.ppt
SMT回流焊工艺控制預热区:PCB与材料(元器件)預热使被焊接材质达到热均衡针对回流焊炉说的是前一到两个加热区间的加热作用.【更高預热锡膏开始活动助焊剂等成份受到温度上升而开始适量的挥发此针对回流焊炉说的是第三到四个加热区间的加热作用.】恒温区:除去表面氧化物一些气流开始蒸发(开始焊接)温度达到焊膏熔点(此时焊膏处在将溶未溶状态)此针对回流焊炉的是第五六七三个加热区间的加热作用.回焊区:从焊料溶点至峰值再降至溶点焊料熔溶的过程PAD与焊料形成焊接此针对回流焊炉的是第八、九、十、三个加区间的加

smt车间回流焊工艺(PPT32页).ppt
SMT回流焊工艺控制預热区:PCB与材料(元器件)預热使被焊接材质达到热均衡针对回流焊炉说的是前一到两个加热区间的加热作用.【更高預热锡膏开始活动助焊剂等成份受到温度上升而开始适量的挥发此针对回流焊炉说的是第三到四个加热区间的加热作用.】恒温区:除去表面氧化物一些气流开始蒸发(开始焊接)温度达到焊膏熔点(此时焊膏处在将溶未溶状态)此针对回流焊炉的是第五六七三个加热区间的加热作用.回焊区:从焊料溶点至峰值再降至溶点焊料熔溶的过程PAD与焊料形成焊接此针对回流焊炉的是第八、九、十、三个加区间的加
smt车间回流焊工艺(PPT32页).ppt
SMT回流焊工艺控制預热区:PCB与材料(元器件)預热使被焊接材质达到热均衡针对回流焊炉说的是前一到两个加热区间的加热作用.【更高預热锡膏开始活动助焊剂等成份受到温度上升而开始适量的挥发此针对回流焊炉说的是第三到四个加热区间的加热作用.】恒温区:除去表面氧化物一些气流开始蒸发(开始焊接)温度达到焊膏熔点(此时焊膏处在将溶未溶状态)此针对回流焊炉的是第五六七三个加热区间的加热作用.回焊区:从焊料溶点至峰值再降至溶点焊料熔溶的过程PAD与焊料形成焊接此针对回流焊炉的是第八、九、十、三个加区间的加