
螺柱焊设备机构及原理培训.ppt

猫巷****永安

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共33页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

螺柱焊设备机构及原理培训.ppt
螺柱焊设备机构及原理培训目录456螺柱焊的焊接原理1、螺柱焊(植焊)的基本原理是待焊螺柱与工件之间引燃电弧当螺柱与工件被加热到合适温度时在外力作用下螺栓送入工件上的焊接熔池形成焊接接头。2、传统螺柱焊机一般分为以下两种:普通电弧螺柱焊和电容储能螺柱焊。螺柱焊的工艺流程螺柱焊的工艺流程螺柱焊的工艺流程螺柱焊的工艺流程螺柱焊的工艺流程螺柱焊的工艺流程第三部分螺柱焊枪的调整方法与保养拉弧式螺柱焊接工艺主要参

螺柱焊设备机构及原理培训.pptx
螺柱焊设备机构及原理培训目录456螺柱焊的焊接原理1、螺柱焊(植焊)的基本原理是待焊螺柱与工件之间引燃电弧,当螺柱与工件被加热到合适温度时,在外力作用下,螺栓送入工件上的焊接熔池形成焊接接头。2、传统螺柱焊机一般分为以下两种:普通电弧螺柱焊和电容储能螺柱焊。螺柱焊的工艺流程螺柱焊的工艺流程螺柱焊的工艺流程螺柱焊的工艺流程螺柱焊的工艺流程螺柱焊的工艺流程以上值为参考值,可根据实际焊接效果微调(电流调幅:±50A/次,时间调幅:±1~2ms/次)造成螺柱芯部存在在生产过程中可用手锤敲击焊接螺柱进行非破坏性检查
螺柱焊培训-中文.ppt
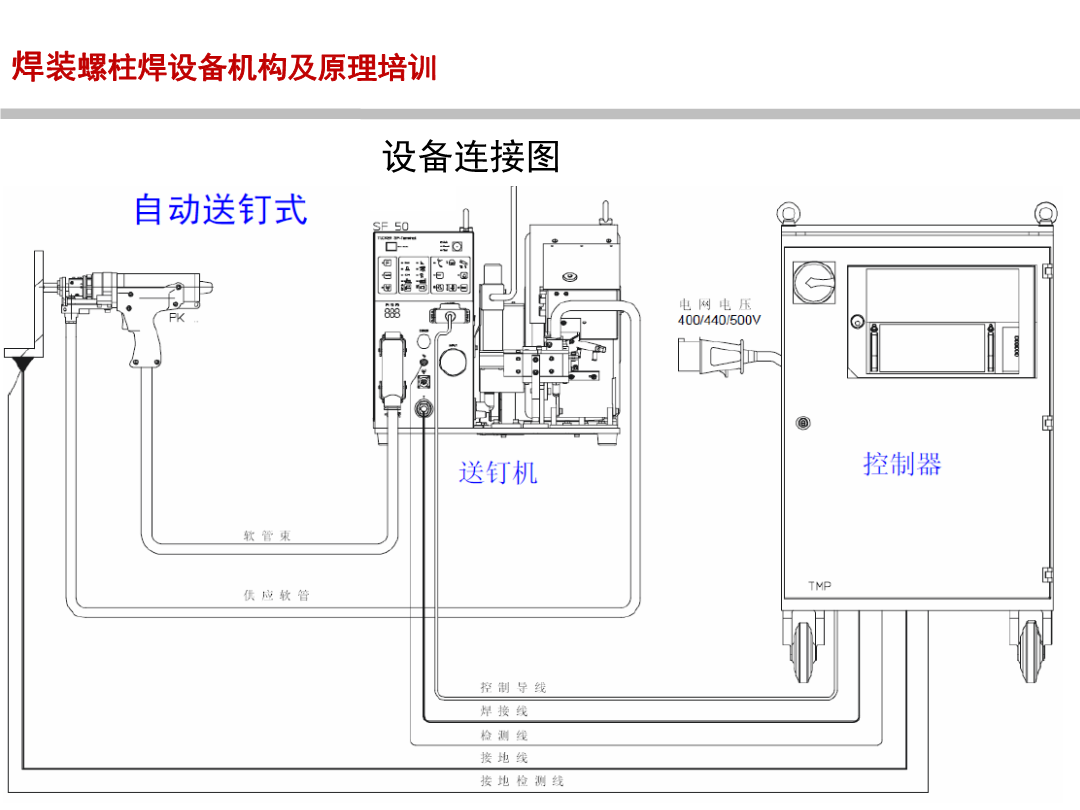
螺柱焊培训一、工艺流程Switchoffpointmagneticcoil/linearmotor二、设备连接二、设备连接(故障)三、接地连接三、接地连接三、接地连接三、接地连接DCE正面DCE侧面SMPS内侧ETF侧面四、电路板(DCE电路图)五、程序操作(PLM半自动焊枪为例)五、程序操作五、程序操作五、程序操作五、程序操作五、程序操作五、程序操作五、程序操作五、程序操作五、程序操作五、程序操作五、程序操作四、程序操作五、程序操作五、程序操作五、程序操作五、程序操作五、程序操作五、程序操作五、程序操作
螺柱焊的焊接原理与操作流程.ppt
螺柱焊接的原理1、什么是螺柱焊接2、螺柱焊的焊接原理3-1、植钉的装夹要领埃姆哈特植钉枪3-3、植钉枪的操作要领3-4、品质良好的植钉问题点:由于压持力度不够导致气孔的出现。对策:调整作业姿势,检查焊枪内部弹簧。结论
螺柱焊设备租赁合同.doc
螺柱焊设备租赁合同螺柱焊设备租赁合同出租方(甲方):_____________承租方(乙方):_____________根据《中华人民共和国民法典》的规定经双方协商一致就乙方向甲方承租以下设备达成协议:一、设备的使用地点及工程情况:二、租赁设备概况三、设备的所有权:本合同所列的所有租赁设备的所有权属于出租方承租方对租赁设备机械只享受租赁期间的使用权没有对设备的转租权。承租方不得以任何理由对设备进行抵押否则造成的全部后果由承租方承担。四、甲方的基本责任:1、提供技术