
等离子弧焊设备.doc

努力****幻翠


1/10

2/10

3/10
4/10

5/10

6/10
7/10
8/10

9/10
10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

等离子弧焊设备.docx
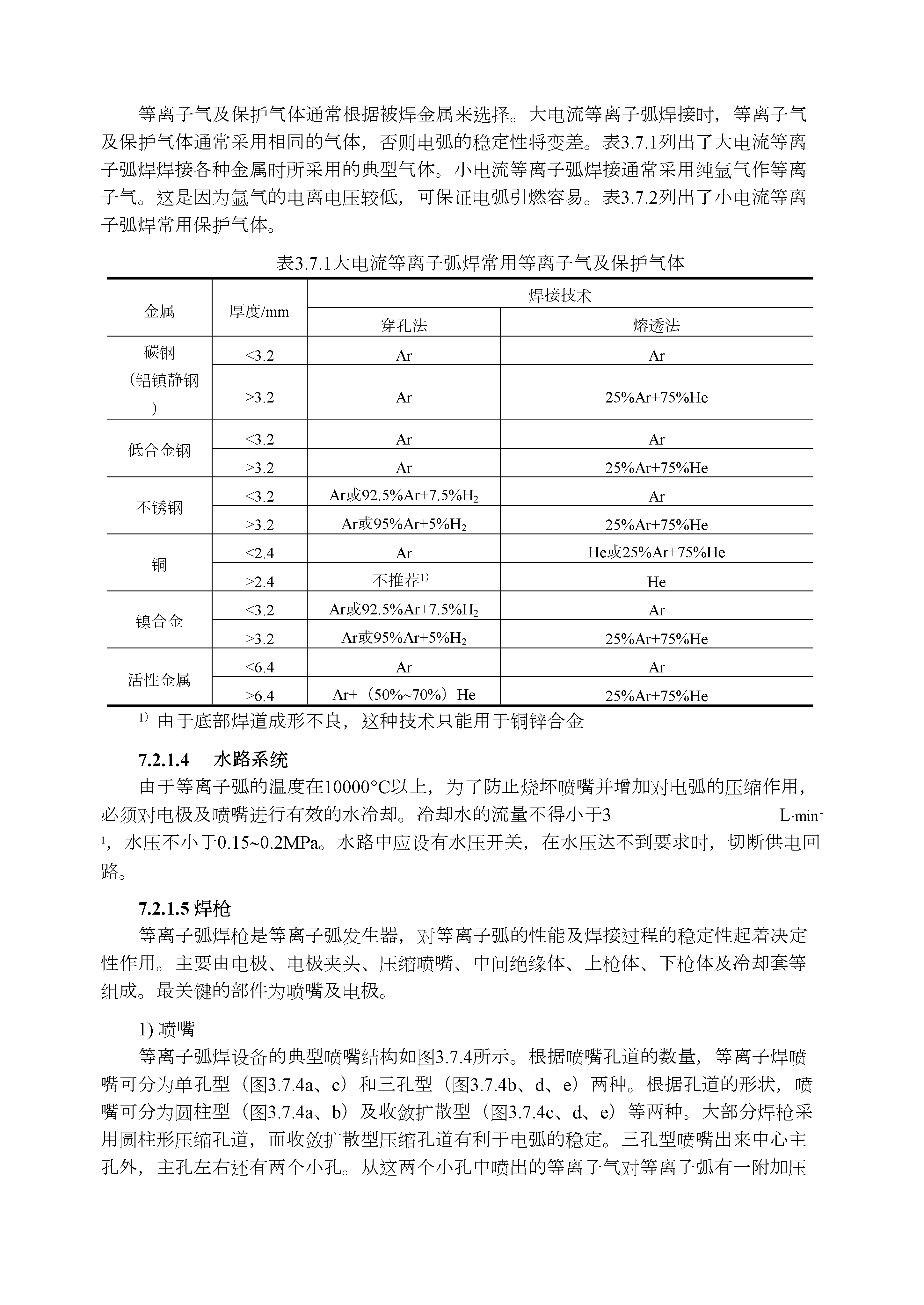
119第七章等离子弧焊设备7.1等离子弧焊的特点及应用7.1.1等离子弧的类型等离子弧是一种被压缩的钨极氩弧具有很高的能量密度及温度。等离子弧的压缩是依靠水冷铜喷嘴的拘束作用实现的等离子弧通过水冷铜喷嘴时受到下列三种压缩作用:1)机械压缩水冷铜喷嘴孔径限制了弧柱截面积的自由扩大这种拘束作用就是机械压缩;2)热压缩喷嘴中的冷却水使喷嘴内壁附近形成一层冷气膜进一步减小了弧柱的有效导电面积从而进一步提高了电弧弧柱的能量密度及温度这种依靠水冷使弧柱温度及能量密度进一步提高的作用就是热压缩;3)电磁压缩

等离子弧焊设备.docx
第七章等离子弧焊设备7.1等离子弧焊的特点及应用7.1.1等离子弧的类型等离子弧是一种被压缩的钨极氩弧,具有很高的能量密度及温度。等离子弧的压缩是依靠水冷铜喷嘴的拘束作用实现的,等离子弧通过水冷铜喷嘴时受到下列三种压缩作用:1)机械压缩水冷铜喷嘴孔径限制了弧柱截面积的自由扩大,这种拘束作用就是机械压缩;2)热压缩喷嘴中的冷却水使喷嘴内壁附近形成一层冷气膜,进一步减小了弧柱的有效导电面积,从而进一步提高了电弧弧柱的能量密度及温度,这种依靠水冷使弧柱温度及能量密度进一步提高的

等离子弧焊设备.doc
第七章等离子弧焊设备7.1等离子弧焊的特点及应用7.1.1等离子弧的类型等离子弧是一种被压缩的钨极氩弧具有很高的能量密度及温度。等离子弧的压缩是依靠水冷铜喷嘴的拘束作用实现的等离子弧通过水冷铜喷嘴时受到下列三种压缩作用:1)机械压缩水冷铜喷嘴孔径限制了弧柱截面积的自由扩大这种拘束作用就是机械压缩;2)热压缩喷嘴中的冷却水使喷嘴内壁附近形成一层冷气膜进一步减小了弧柱的有效导电面积从而进一步提高了电弧弧柱的能量密度及温度这种依靠水冷使弧柱温度及能量密度进一步提高的作用就是热压缩;3)电磁压缩由于
等离子弧焊设备.docx
第七章等离子弧焊设备7.1等离子弧焊的特点及应用7.1.1等离子弧的类型等离子弧是一种被压缩的钨极氩弧,具有很高的能量密度及温度。等离子弧的压缩是依靠水冷铜喷嘴的拘束作用实现的,等离子弧通过水冷铜喷嘴时受到下列三种压缩作用:1)机械压缩水冷铜喷嘴孔径限制了弧柱截面积的自由扩大,这种拘束作用就是机械压缩;2)热压缩喷嘴中的冷却水使喷嘴内壁附近形成一层冷气膜,进一步减小了弧柱的有效导电面积,从而进一步提高了电弧弧柱的能量密度及温度,这种依靠水冷使弧柱温度及能量密度进一步提高的
等离子弧焊设备.docx
第七章等离子弧焊设备7.1等离子弧焊的特点及应用7.1.1等离子弧的类型等离子弧是一种被压缩的钨极氩弧,具有很高的能量密度及温度。等离子弧的压缩是依靠水冷铜喷嘴的拘束作用实现的,等离子弧通过水冷铜喷嘴时受到下列三种压缩作用:1)机械压缩水冷铜喷嘴孔径限制了弧柱截面积的自由扩大,这种拘束作用就是机械压缩;2)热压缩喷嘴中的冷却水使喷嘴内壁附近形成一层冷气膜,进一步减小了弧柱的有效导电面积,从而进一步提高了电弧弧柱的能量密度及温度,这种依靠水冷使弧柱温度及能量密度进一步提高的