
衬套注射模设计说明书.doc

胜利****实阿


1/10
2/10

3/10

4/10

5/10

6/10
7/10

8/10
9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

衬套注射模设计说明书.doc
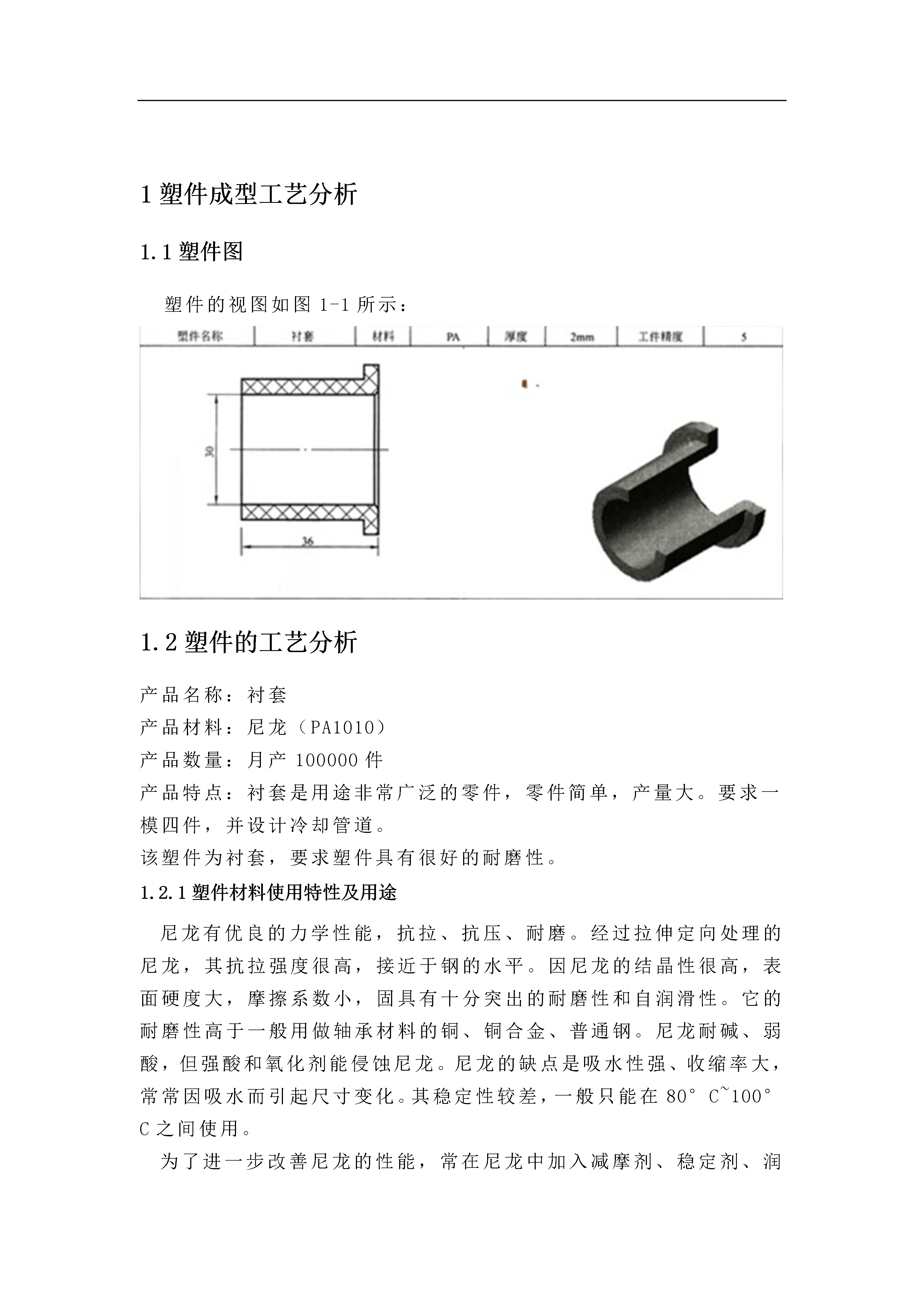
17学院厦门理工学院班级11机制1班第三组课题衬套注模设计说明书组员王永森吴超高志坤郑宝庆吴占轴林以源卢鑫李喆黄思远阿里木江黄培腾1塑件成型工艺分析1.1塑件图塑件的视图如图1-1所示:1.2塑件的工艺分析产品名称:衬套产品材料:尼龙(PA1010)产品数量:月产100000件产品特点:衬套是用途非常广泛的零件,零件简单,产量大。要求一模四件,并设计冷却管道。该塑件为衬套,要求塑件具有很好的耐磨性。1.2.1塑件材料使用特性及用途尼龙有优良的力学性能,抗拉、抗压、耐磨。经过拉伸定向处理的尼龙,其抗拉强度很
衬套注射模设计说明书.doc
16学院厦门理工学院班级11机制1班第三组课题衬套注模设计说明书组员王永森吴超高志坤郑宝庆吴占轴林以源卢鑫李喆黄思远阿里木江黄培腾1塑件成型工艺分析1.1塑件图塑件的视图如图1-1所示:1.2塑件的工艺分析产品名称:衬套产品材料:尼龙(PA1010)产品数量:月产100000件产品特点:衬套是用途非常广泛的零件,零件简单,产量大。要求一模四件,并设计冷却管道。该塑件为衬套,要求塑件具有很好的耐磨性。1.2.1塑件材料使用特性及用途尼龙有优良的力学性能,抗拉、抗压、耐磨。经过拉伸定向处理的尼龙,其抗拉强度很

衬套注射模设计说明书.doc
学院厦门理工学院班级11机制1班第三组课题衬套注模设计说明书组员王永森吴超高志坤郑宝庆吴占轴林以源卢鑫李喆黄思远阿里木江黄培腾1塑件成型工艺分析1.1塑件图塑件的视图如图1-1所示:1.2塑件的工艺分析产品名称:衬套产品材料:尼龙(PA1010)产品数量:月产100000件产品特点:衬套是用途非常广泛的零件,零件简单,产量大。要求一模四件,并设计冷却管道。该塑件为衬套,要求塑件具有很好的耐磨性。1.2.1塑件材料使用特性及用途尼龙有优良的力学性能,抗拉、抗压、耐磨。经过拉伸

衬套注射模设计说明书.doc
学院厦门理工学院班级11机制1班第三组课题衬套注模设计说明书组员王永森吴超高志坤郑宝庆吴占轴林以源卢鑫李喆黄思远阿里木江黄培腾1塑件成型工艺分析1.1塑件图塑件的视图如图1-1所示:1.2塑件的工艺分析产品名称:衬套产品材料:尼龙(PA1010)产品数量:月产100000件产品特点:衬套是用途非常广泛的零件,零件简单,产量大。要求一模四件,并设计冷却管道。该塑件为衬套,要求塑件具有很好的耐磨性。1.2.1塑件材料使用特性及用途尼龙有优良的力学性能,抗拉、抗压、耐磨。经过拉伸

衬套注射模设计说明书.doc
学院厦门理工学院班级11机制1班第三组课题衬套注模设计说明书组员王永森吴超高志坤郑宝庆吴占轴林以源卢鑫李喆黄思远阿里木江黄培腾1塑件成型工艺分析1.1塑件图塑件的视图如图1-1所示:1.2塑件的工艺分析产品名称:衬套产品材料:尼龙(PA1010)产品数量:月产100000件产品特点:衬套是用途非常广泛的零件,零件简单,产量大。要求一模四件,并设计冷却管道。该塑件为衬套,要求塑件具有很好的耐磨性。1.2.1塑件材料使用特性及用途尼龙有优良的力学性能,抗拉、抗压、耐磨。经过拉伸