
冲压件的缺陷及检验标准.doc

胜利****实阿


1/10
2/10
3/10
4/10

5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
冲压件的缺陷及检验标准.pdf
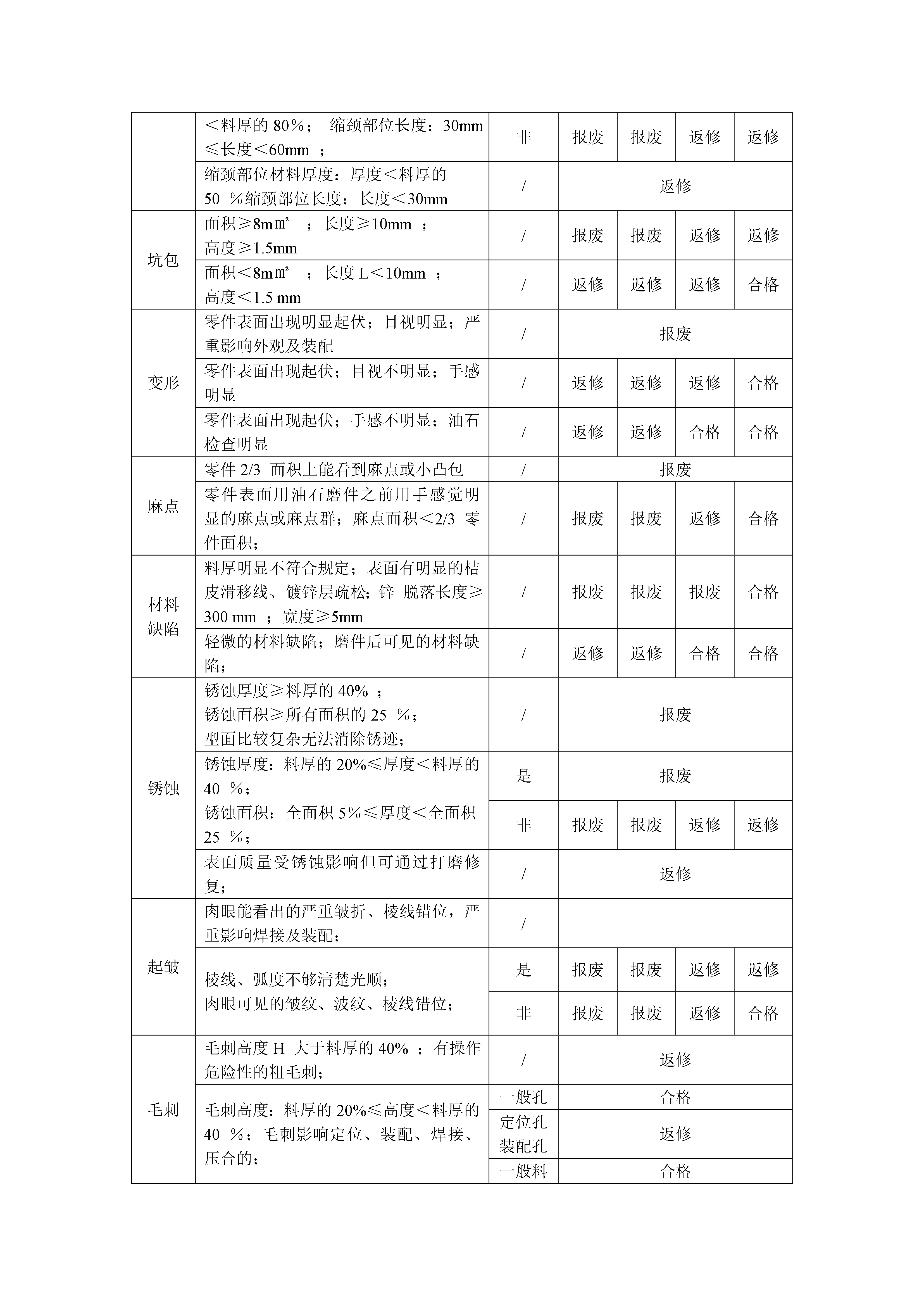
word格式-可编辑-感谢下载支持冲压件的缺陷及检验标准1、目的本标准旨在明确制造过程中对各种冲压件质量的描述、检验方法、判定标准、及对冲压件固有缺陷记录和使用标准,为制造过程质量检验提供依据。2、范围本标准适用于乘用车制造事业部职责范围内生产的冲压件半成品和成品。3、术语3.1关键冲压件对整车的结构、装配、生产工艺、使用性能、安全等方面有重要影响的冲压件。将这一类冲压件作为过程质量的关键环节去加以控制,列为关键冲压件。3.2固有缺陷针对前期产品开发过程中,因技术、工装及设计等原因导致的冲压件存在一些工艺

冲压件的缺陷及检验标准.doc
冲压件的缺陷及检验标准1、目的本标准旨在明确制造过程中对各种冲压件质量的描述、检验方法、判定标准、及对冲压件固有缺陷记录和使用标准,为制造过程质量检验提供依据。2、范围本标准适用于乘用车制造事业部职责范围内生产的冲压件半成品和成品。3、术语3.1关键冲压件对整车的结构、装配、生产工艺、使用性能、安全等方面有重要影响的冲压件。将这一类冲压件作为过程质量的关键环节去加以控制,列为关键冲压件。3.2固有缺陷针对前期产品开发过程中,因技术、工装及设计等原因导致的冲压件存在一些工艺上无法彻底整改的缺陷。制造过程对这

冲压件的缺陷及检验标准.docx
冲压件的缺陷及检验标准1、目的本标准旨在明确制造过程中对各种冲压件质量的描述、检验方法、判定标准、及对冲压件固有缺陷记录和使用标准,为制造过程质量检验提供依据。2、范围本标准适用于乘用车制造事业部职责范围内生产的冲压件半成品和成品。3、术语3.1关键冲压件对整车的结构、装配、生产工艺、使用性能、安全等方面有重要影响的冲压件。将这一类冲压件作为过程质量的关键环节去加以控制,列为关键冲压件。3.2固有缺陷针对前期产品开发过程中,因技术、工装及设计等原因导致的冲压件存在一些工艺上无法彻底整改的缺陷。制造过程对这

冲压件的缺陷及检验标准.doc
免责声明:图文来源于网络搜集版权归原作者所以若侵犯了您的合法权益请作者与本上传人联系我们将及时更正删除。冲压件的缺陷及检验标准1、目的本标准旨在明确制造过程中对各种冲压件质量的描述、检验方法、判定标准、及对冲压件固有缺陷记录和使用标准为制造过程质量检验提供依据。2、范围本标准适用于乘用车制造事业部职责范围内生产的冲压件半成品和成品。3、术语3.1关键冲压件对整车的结构、装配、生产工艺、使用性能、安全等方面有重要影响的冲压件
冲压件的缺陷及检验标准.doc
冲压件的缺陷及检查标准1、目的本标准旨在明确制造过程中对各种冲压件质量的描述、检查方法、鉴定标准、及对冲压件固有缺陷记录和使用标准,为制造过程质量检查提供依据。2、范围本标准合用于乘用车制造事业部职责范围内生产的冲压件半成品和成品。3、术语3.1关键冲压件对整车的结构、装配、生产工艺、使用性能、安全等方面有重要影响的冲压件。将这一类冲压件作为过程质量的关键环节去加以控制,列为关键冲压件。3.2固有缺陷针对前期产品开发过程中,因技术、工装及设计等因素导致的冲压件存在一些工艺上无法彻底整改的缺陷。制造过程对这