
曲轴制造工艺过程.doc

胜利****实阿


1/9

2/9
3/9
4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
曲轴制造工艺过程.doc
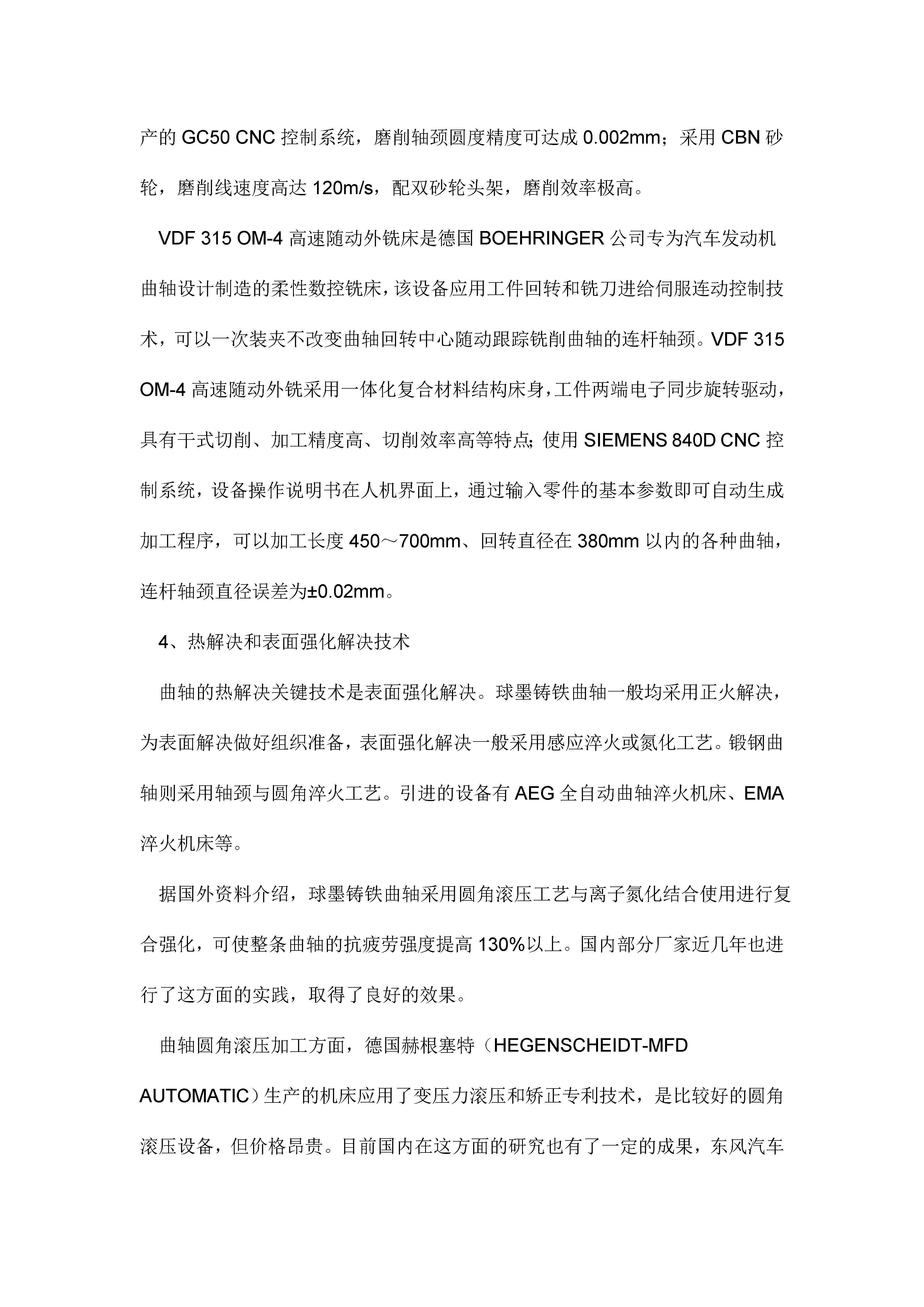
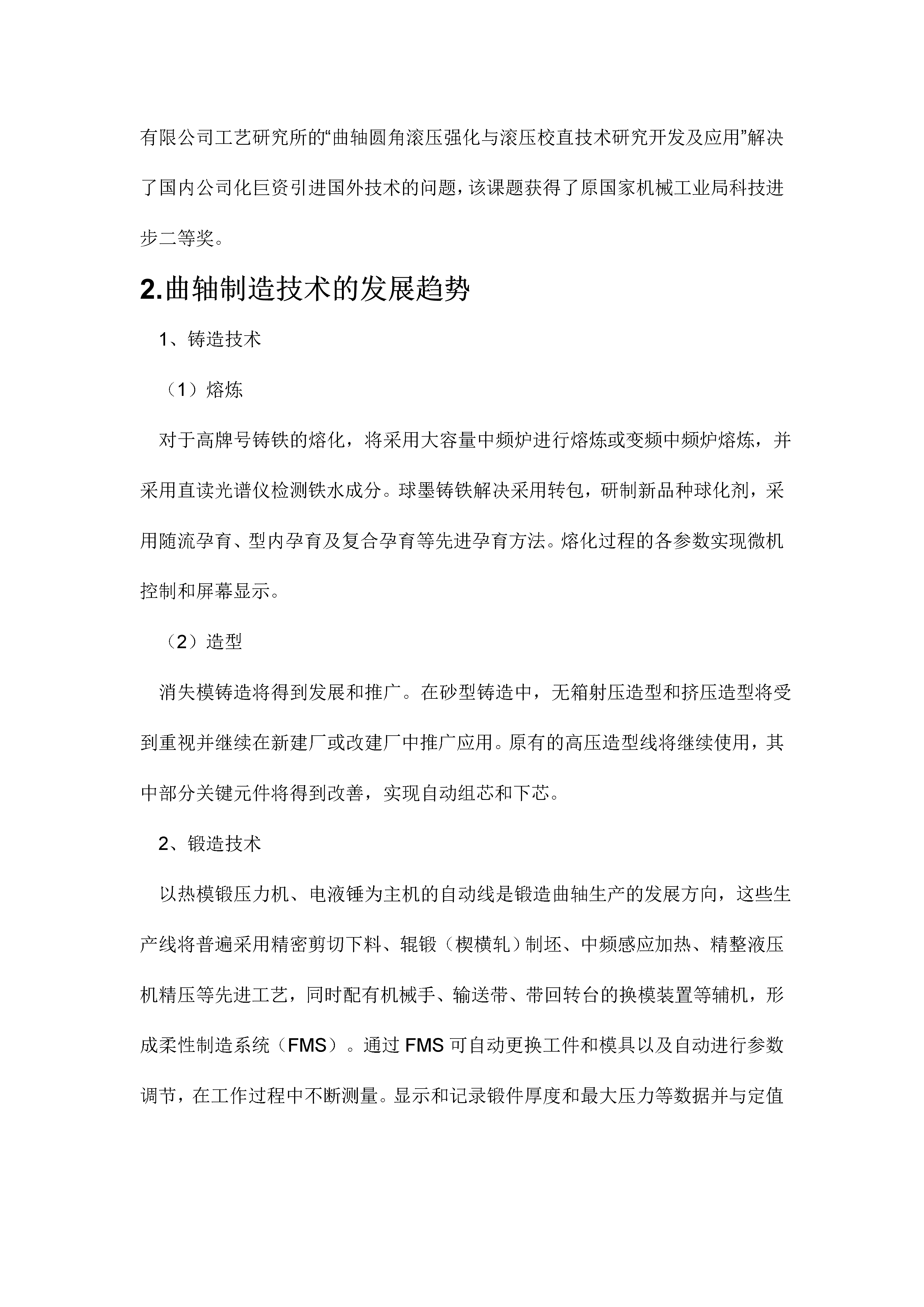
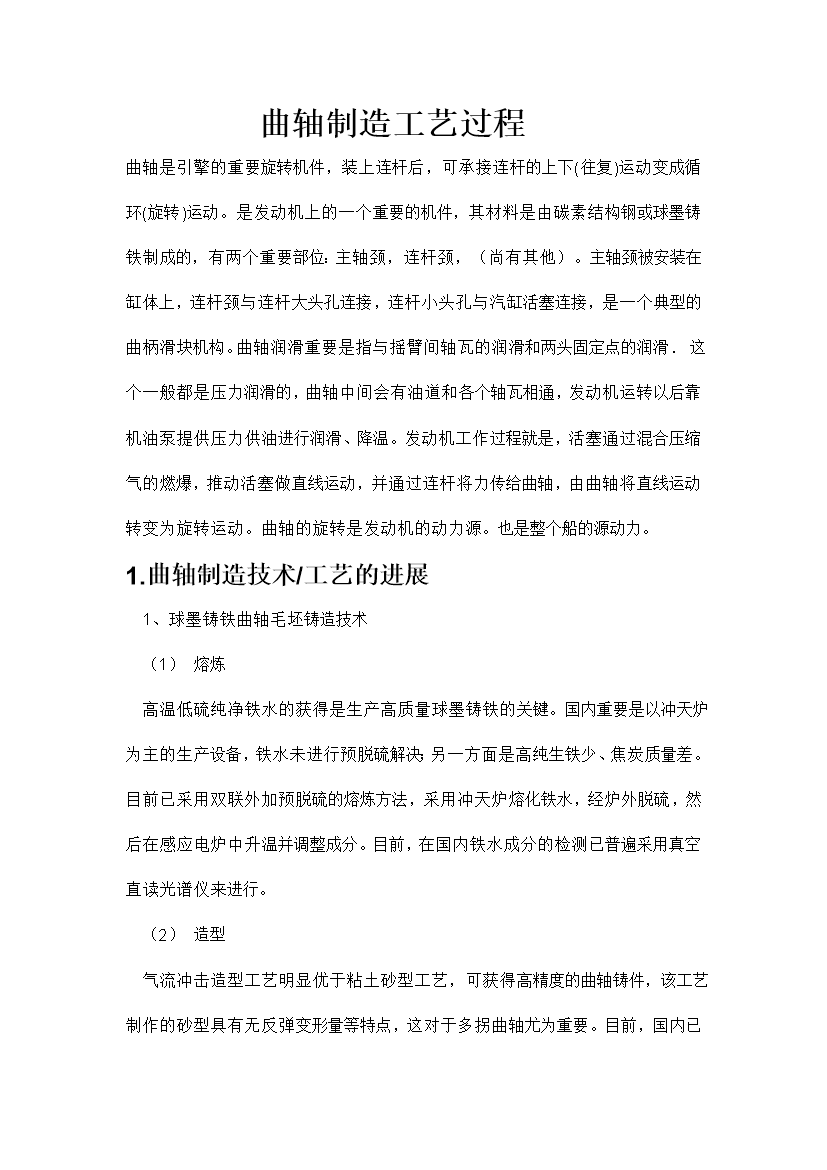
曲轴制造工艺过程曲轴是引擎的重要旋转机件,装上连杆后,可承接连杆的上下(往复)运动变成循环(旋转)运动。是发动机上的一个重要的机件,其材料是由碳素结构钢或球墨铸铁制成的,有两个重要部位:主轴颈,连杆颈,(尚有其他)。主轴颈被安装在缸体上,连杆颈与连杆大头孔连接,连杆小头孔与汽缸活塞连接,是一个典型的曲柄滑块机构。曲轴润滑重要是指与摇臂间轴瓦的润滑和两头固定点的润滑.这个一般都是压力润滑的,曲轴中间会有油道和各个轴瓦相通,发动机运转以后靠机油泵提供压力供油进行润滑、降温。发动机工作过程就是,活塞通过混合压缩

曲轴制造工艺.ppt
曲轴制造工艺主要内容曲轴概述曲轴概述曲轴概述曲轴概述曲轴概述曲轴概述曲轴概述曲轴概述曲轴概述2.曲轴的加工制造工艺2.曲轴的加工制造工艺2.曲轴的加工制造工艺2.曲轴的加工制造工艺2.曲轴的加工制造工艺2.曲轴的加工制造工艺2.曲轴的加工制造工艺2.曲轴的加工制造工艺2.曲轴的加工制造工艺2.曲轴的加工制造工艺2.曲轴的加工制造工艺2.曲轴的加工制造工艺2.曲轴的加工制造工艺2.曲轴的加工制造工艺2.曲轴的加工制造工艺2.曲轴的加工制造工
曲轴加工工艺过程卡片.doc
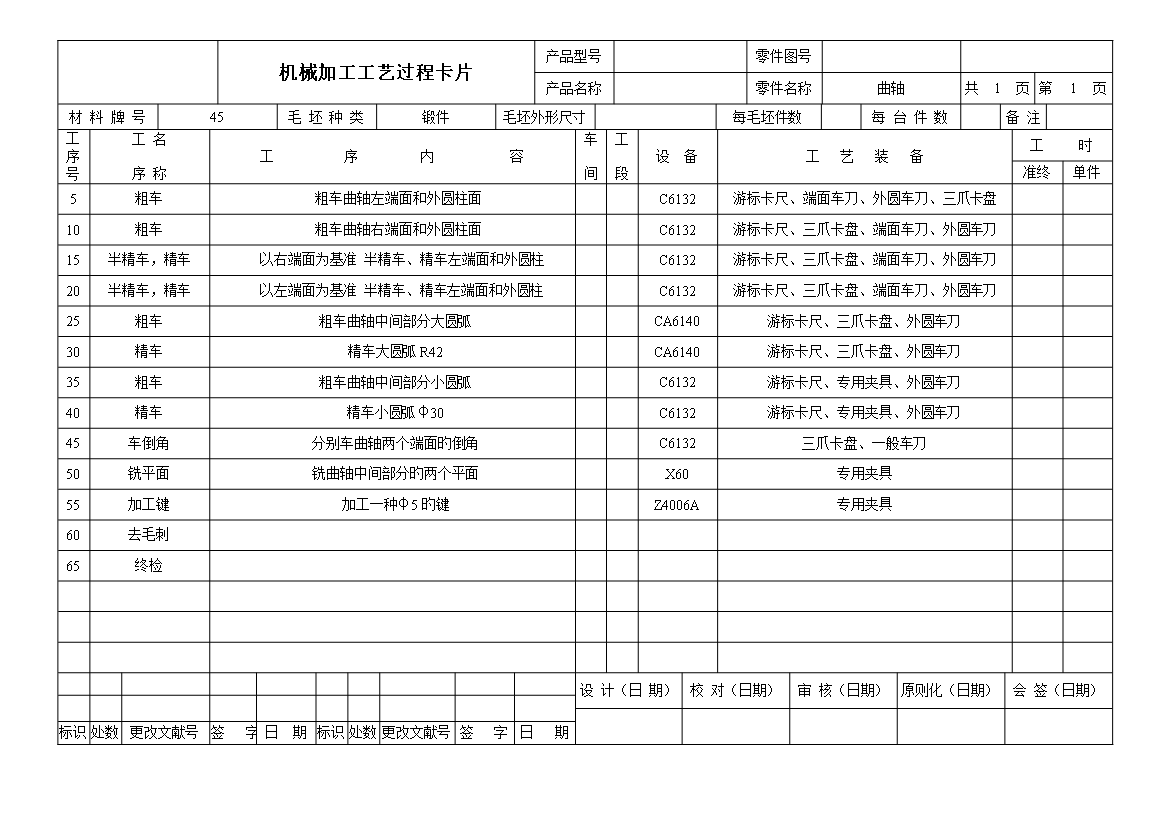
机械加工工艺过程卡片产品型号零件图号产品名称零件名称曲轴材料牌号45毛坯种类锻件毛坯外形尺寸每毛坯件数每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件5粗车粗车曲轴左端面和外圆柱面C6132游标卡尺、端面车刀、外圆车刀、三爪卡盘10粗车粗车曲轴右端面和外圆柱面C6132游标卡尺、三爪卡盘、端面车刀、外圆车刀15半精车,精车以右端面为基准半精车、精车左端面和外圆柱C6132游标卡尺、三爪卡盘、端面车刀、外圆车刀20半精车,精车以左端面为基准半精车、精车左端面和外圆柱C6132游

曲轴加工工艺过程卡片.doc
机械加工工艺过程卡片产品型号零件图号产品名称零件名称曲轴材料牌号45毛坯种类锻件毛坯外形尺寸每毛坯件数每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件5粗车粗车曲轴左端面和外圆柱面C6132游标卡尺、端面车刀、外圆车刀、三爪卡盘10粗车粗车曲轴右端面和外圆柱面C6132游标卡尺、三爪卡盘、端面车刀、外圆车刀15半精车,精车以右端面为基准半精车、精车左端面和外圆柱C6132游标卡尺、三爪卡盘、端面车刀、外圆车刀20半精车,精车以左端面为基准半精车、精车左端面和外圆柱C6132游

曲轴加工工艺过程卡片.doc
机械加工工艺过程卡片产品型号零件图号产品名称零件名称曲轴材料牌号45毛坯种类锻件毛坯外形尺寸每毛坯件数每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件5粗车粗车曲轴左端面和外圆柱面C6132游标卡尺、端面车刀、外圆车刀、三爪卡盘10粗车粗车曲轴右端面和外圆柱面C6132游标卡尺、三爪卡盘、端面车刀、外圆车刀15半精车,精车以右端面为基准半精车、精车左端面和外圆柱C6132游标卡尺、三爪卡盘、端面车刀、外圆车刀20半精车,精车以左端面为基准半精车、精车左端面和外圆柱C6132游