
紫铜黄铜管道安装施工工艺标准紫铜黄铜管道.doc

胜利****实阿

1/10
2/10

3/10

4/10
5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共31页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

紫铜黄铜管道安装施工工艺标准紫铜黄铜管道.doc
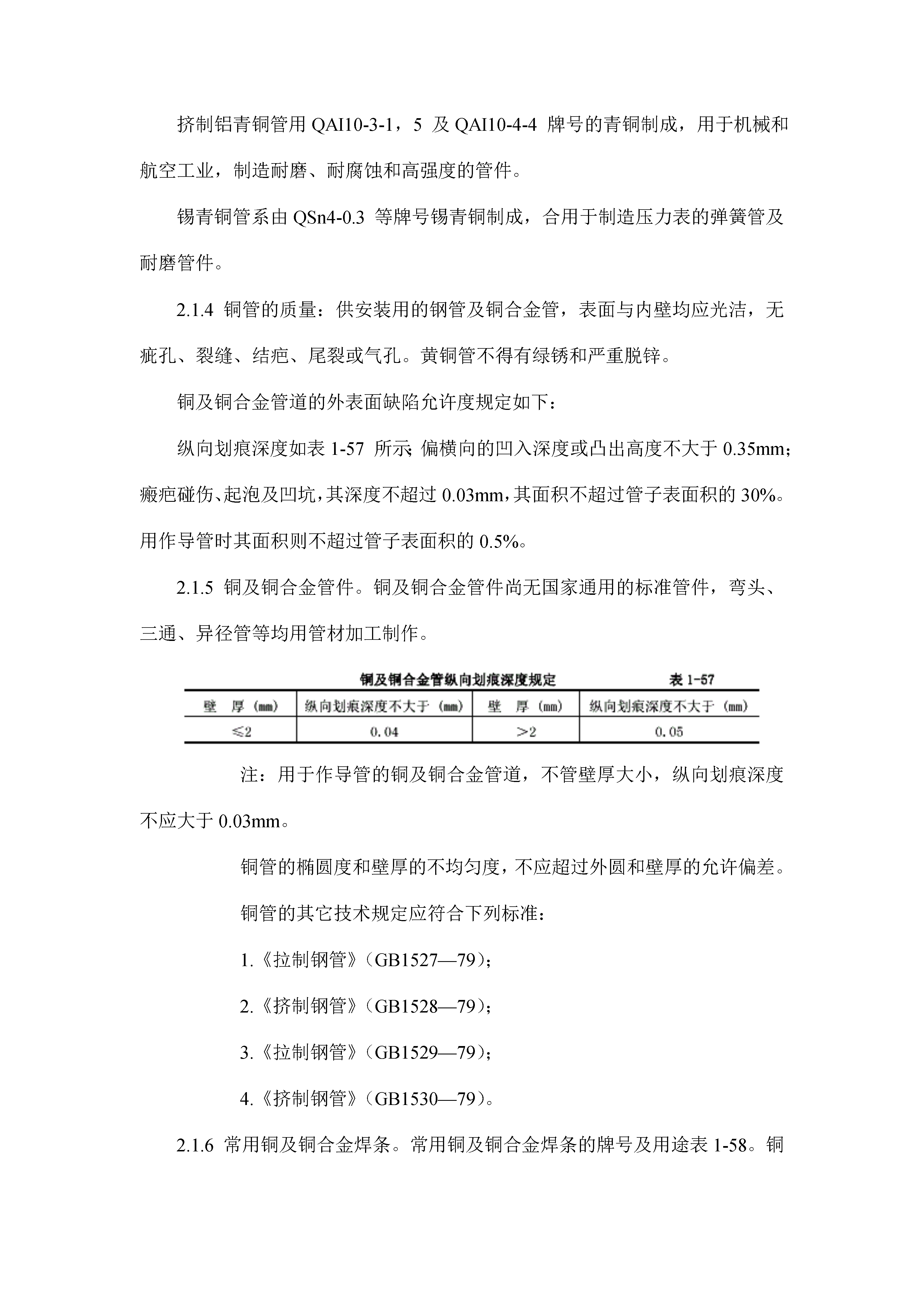
紫铜、黄铜管道安装施工工艺标准1范围本工艺标准合用于工作压力为4MPa以下、温度为250~-196℃的紫铜管道和工作压力为22MPa以下、温度为120~-158℃的黄铜管道的安装工程。2施工准备2.1常用材料:2.1.1管材:常用的有紫铜管(工业纯铜)及黄铜管(铜锌合金)按制造方法的不同分为拉制管、轧制管和挤制管,一般中、低压管道采用拉制管。紫铜管常用材料的牌号为:T2、T3、T4、TUP(脱氧铜);分为软质和硬质两种。黄铜管常用的材料牌号为:H62、H68、H85、HP659-1,分为软质、半硬质和硬质

紫铜黄铜管道安装施工工艺标准紫铜黄铜管道样本.doc
紫铜、黄铜管道安装施工工艺原则1范畴本工艺原则合用于工作压力为4MPa如下、温度为250~-196℃紫铜管道和工作压力为22MPa如下、温度为120~-158℃黄铜管道安装工程。2施工准备2.1惯用材料:2.1.1管材:惯用有紫铜管(工业纯铜)及黄铜管(铜锌合金)按制造办法不同分为拉制管、轧制管和挤制管,普通中、低压管道采用拉制管。紫铜管惯用材料牌号为:T2、T3、T4、TUP(脱氧铜);分为软质和硬质两种。黄铜管惯用材料牌号为:H62、H68、H85、HP659-1,分为软质、半硬质和硬质三种。2.1.

紫铜黄铜管道安装施工工艺标准紫铜黄铜管道样本.doc
紫铜、黄铜管道安装施工工艺原则1范畴本工艺原则合用于工作压力为4MPa如下、温度为250~-196℃紫铜管道和工作压力为22MPa如下、温度为120~-158℃黄铜管道安装工程。2施工准备2.1惯用材料:2.1.1管材:惯用有紫铜管(工业纯铜)及黄铜管(铜锌合金)按制造办法不同分为拉制管、轧制管和挤制管,普通中、低压管道采用拉制管。紫铜管惯用材料牌号为:T2、T3、T4、TUP(脱氧铜);分为软质和硬质两种。黄铜管惯用材料牌号为:H62、H68、H85、HP659-1,分为软质、半硬质和硬质三种。2.1.

紫铜黄铜管道安装施工工艺标准紫铜黄铜管道样本.doc
紫铜、黄铜管道安装施工工艺原则1范畴本工艺原则合用于工作压力为4MPa如下、温度为250~-196℃紫铜管道和工作压力为22MPa如下、温度为120~-158℃黄铜管道安装工程。2施工准备2.1惯用材料:2.1.1管材:惯用有紫铜管(工业纯铜)及黄铜管(铜锌合金)按制造办法不同分为拉制管、轧制管和挤制管,普通中、低压管道采用拉制管。紫铜管惯用材料牌号为:T2、T3、T4、TUP(脱氧铜);分为软质和硬质两种。黄铜管惯用材料牌号为:H62、H68、H85、HP659-1,分为软质、半硬质和硬质三种。2.1.

紫铜、黄铜管道安装施工工艺标准-1—18紫铜、黄铜管道.docx
编号:时间:2021年x月x日书山有路勤为径学海无涯苦作舟页码:紫铜、黄铜管道安装施工工艺标准1范围本工艺标准适用于工作压力为4MPa以下、温度为250~-196℃的紫铜管道和工作压力为22MPa以下、温度为120~-158℃的黄铜管道的安装工程。2施工准备2.1常用材料:2.1.1管材:常用的有紫铜管(工业纯铜)及黄铜管(铜锌合金)按制造方法的不同分为拉制管、轧制管和挤制管一般中、低压管道采用拉制管。紫铜管常用材料的牌号为:T2、T3、T4、TU