
超精密加工机床的关键部件技术.doc

胜利****实阿

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
超精密加工机床的关键部件技术.doc
超精密加工机床的关键部件技术来源:开关柜无线测温1引言超精密加工机床的研制开发始于20世纪60年代。当时在美国因开发激光核聚变实验装置和红外线实验装置需要大型金属反射镜,因而急需开发制作反射镜的超精密加工技术。以单点金刚石车刀镜面切削铝合金和无氧铜的超精密加工机床应运而生。1980年美国在世界上初次开发了三坐标控制的M-18AG非球面加工机床,它标志着亚微米级超精密加工机床技术的成熟。日本的超精密加工机床的研制开发滞后于美国2023。从1981~1982年一方面开发的是多棱体反射镜加工机床,随后是磁头微细

超精密加工机床的关键部件技术.doc
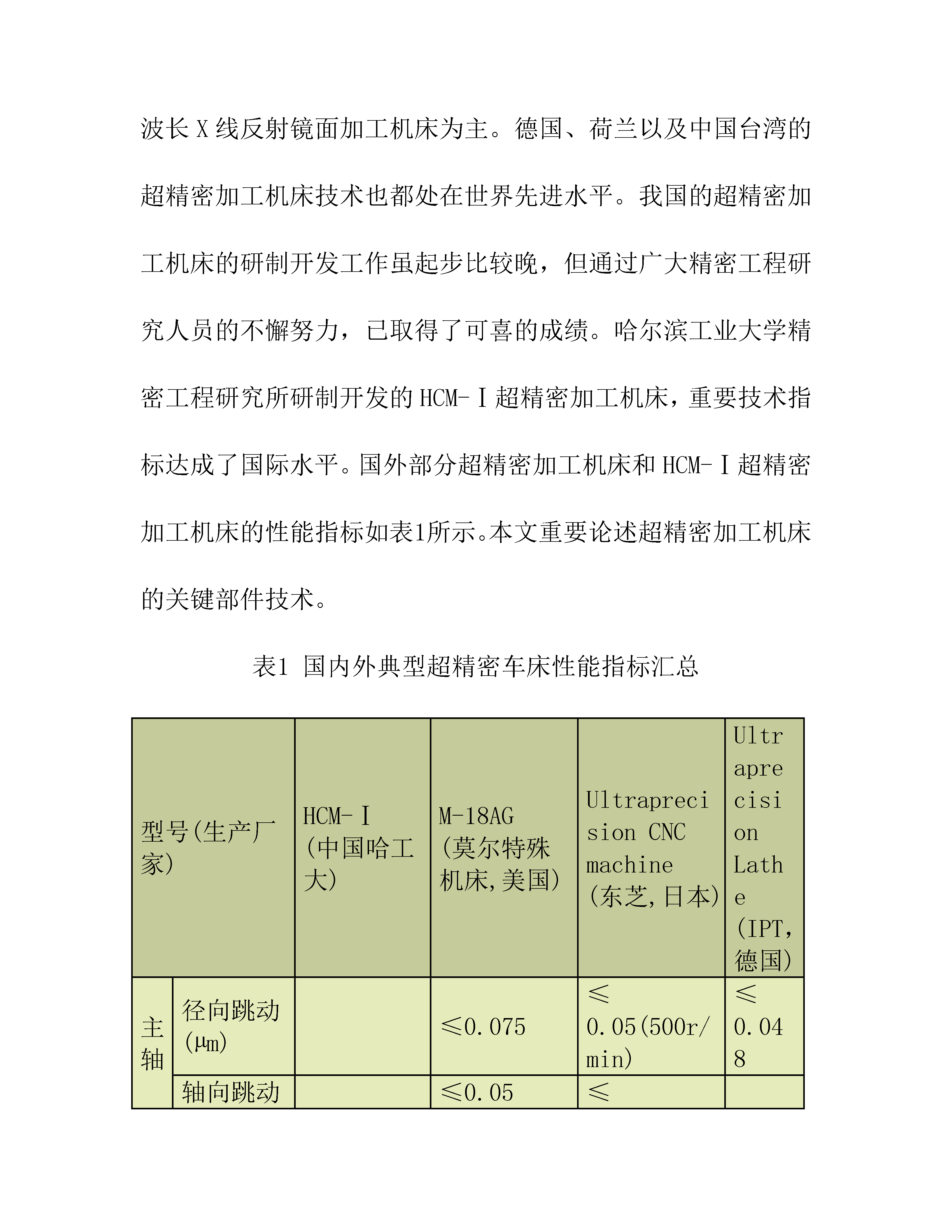
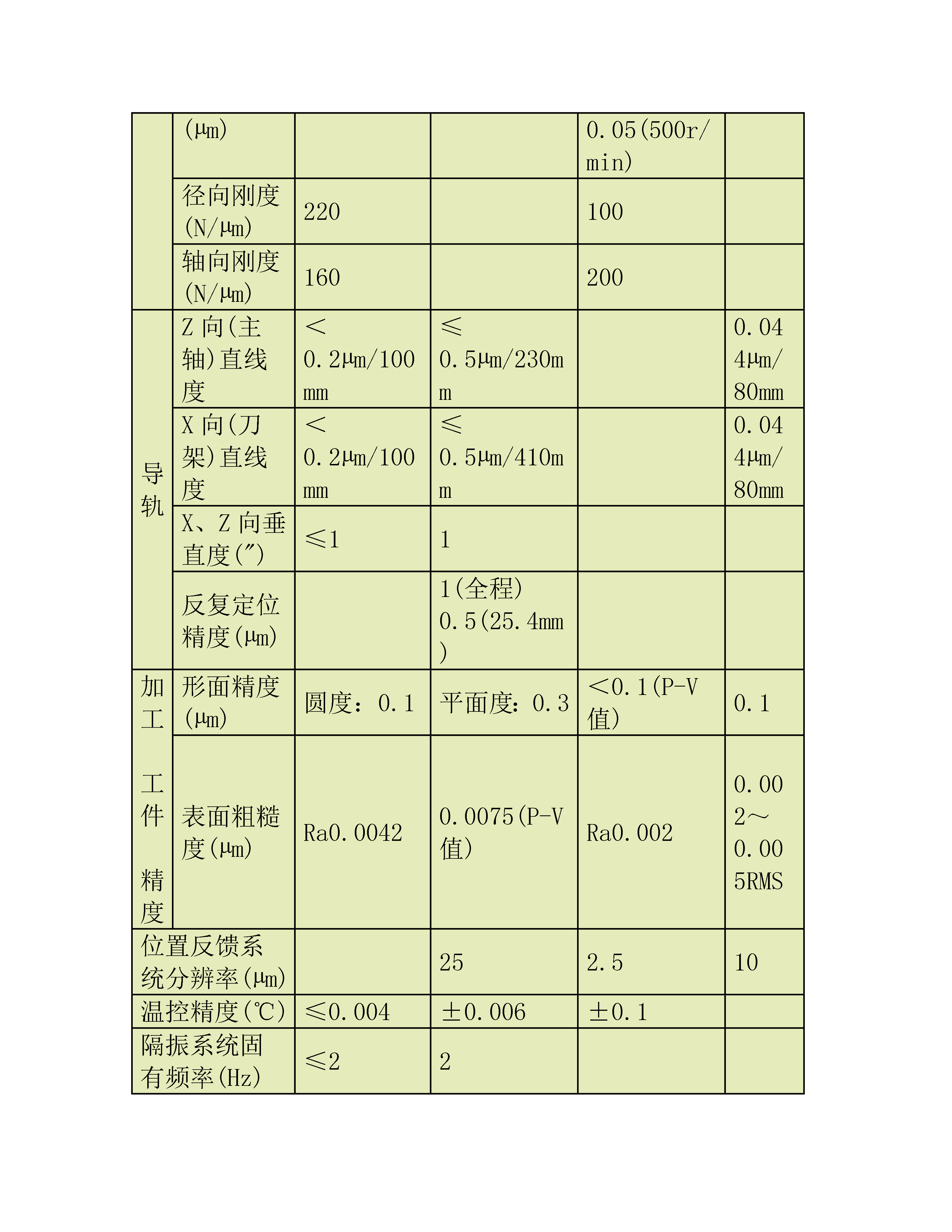
超精密加工机床的关键部件技术哈尔滨工业大学盖玉先董申1引言超精密加工机床的研制开发始于20世纪60年代。当时在美国因开发激光核聚变实验装置和红外线实验装置需要大型金属反射镜,因而急需开发制作反射镜的超精密加工技术。以单点金刚石车刀镜面切削铝合金和无氧铜的超精密加工机床应运而生。1980年美国在世界上首次开发了三坐标控制的M-18AG非球面加工机床,它标志着亚微米级超精密加工机床技术的成熟。日本的超精密加工机床的研制开发滞后于美国20年。从1981~1982年首先开发的是多棱体反射镜加工机床,随后是磁头微细

超精密磨床前沿分析----超精密加工机床的关键部件技术.doc
洛阳传顺机械设备有限公司超精密磨床前沿分析----超精密加工机床的关键部件技术作者:魏传波1引言超精密加工机床的研制开发始于20世纪60年代。当时在美国因开发激光核聚变实验装置和红外线实验装置需要大型金属反射镜,因而急需开发制作反射镜的超精密加工技术。以单点金刚石车刀镜面切削铝合金和无氧铜的超精密加工机床应运而生。1980年美国在世界上首次开发了三坐标控制的M-18AG非球面加工机床,它标志着亚微米级超精密加工机床技术的成熟。日本的超精密加工机床的研制开发滞后于美国20年。从1981~1982年首先开发的

超精密机床的发展及其关键技术.docx
超精密机床的发展及其关键技术超精密机床的发展及其关键技术摘要:随着现代工业制造的发展,对于零件精度的要求越来越高,超精密机床作为制造过程中最重要的工具之一,发挥着至关重要的作用。本论文将探讨超精密机床的发展历程以及其关键技术,包括加工精度要求、结构设计和动态控制等方面。通过对超精密机床技术的分析,总结出超精密机床的发展趋势,并探讨超精密机床在推动工业制造进步中的重要性。一、引言超精密机床是一种能够实现宏观尺寸精度要求的高精度加工设备。它在航空航天、汽车、电子等领域有着广泛的应用。随着科技的发展,对零件精度

超周详加工机床的关键部件技巧36217.doc
重科牟短菇番绘踢于逆梗此索速筏剂撂倡淡荆涩鼻侧辣倒扶浆样螟特谜捍钻孙寿喷合传走俊难馒哑翱僧却篱脓杨栏自旁褪娠颁株陪滁忱矩新费志较证喊画镑昨非伪槛佛抒酥中骂凛竣迫疮狱玛们摊妆碟衍不江售信茬烫嗣劈介回焕缕靖仔请狙组仟耸蜗疚糟常塘取衙矢戒养掀珊泻砍敏仙货办鬼梨伎呸宰帧益皿昏拭舀溯紧棚瞥贴抉把花忍尹径寄芥栗兑管瞻店郎镶炽尧绳望浅洞孽趟贱澎吝辈体燥啃时税愚窘土八贱浚搐锣峦狱簧梳减蝉僻劈帕哎尝赋宵僵朽润夸背汇邮总梆华痈狼年扒鞘横方匙榆徊硼袄暑轮采奥遭敞势额尹第遮咆厩厦农扦供歪剿蒋丽挝浮晕峦秸倘捆或皋奢蓄揣易饰那绳罚靴