
起重机吊钩磁粉检测方案.doc

胜利****实阿


1/10

2/10
3/10

4/10
5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

起重机吊钩磁粉检测方案.doc
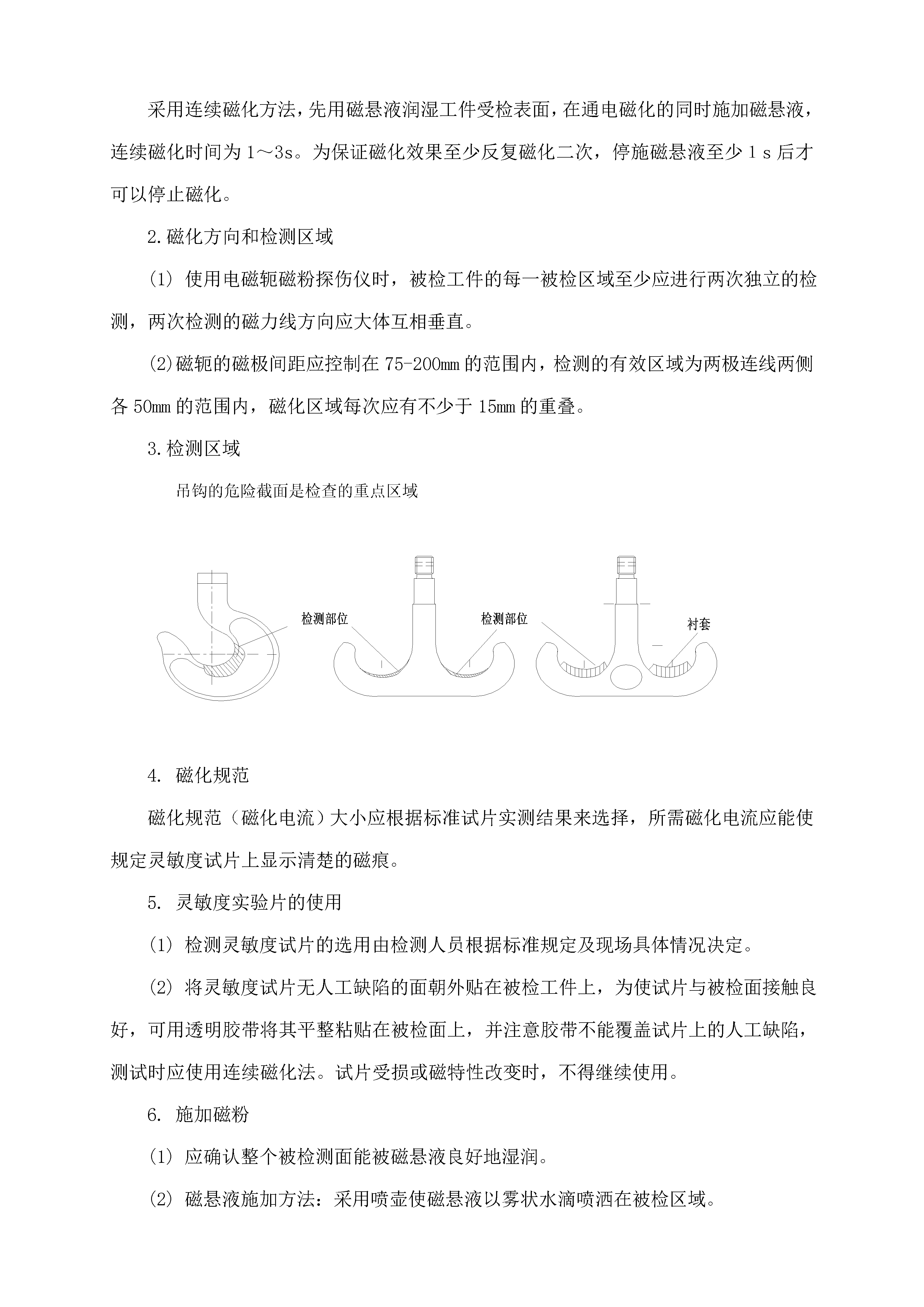
起重机吊钩的磁粉检测方案编制:审核:审批:年月日一.检测依据1.NB/T47013.1-2023《承压设备无损检测》第1部分:通用规定2.NB/T47013.1-2023《承压设备无损检测》第4部分:磁粉检测3.有关规范、规程、标准二.检测规定1.检测规定(1)检测人员应按照《特种设备无损检测人员考核与监督管理规则》的规定取得该项目的Ⅱ级及以上无损检测资格,并从事与资格级别相应的无损检测工作。(2)检测质量控制和检测级别评估,依照NB/T47013.1-2023《承压设备无损检测》标准进行。检测部位和比例

起重机吊钩磁粉检测方案.docx
起重机吊钩的磁粉检测方案编制:审核:审批:年月日一.检测依据1.NB/T47013.1-2015《承压设备无损检测》第1部分:通用要求2.NB/T47013.1-2015《承压设备无损检测》第4部分:磁粉检测3.有关规范、规程、标准二.检测要求1.检测要求(1)检测人员应按照《特种设备无损检测人员考核与监督管理规则》的要求取得该项目的Ⅱ级及以上无损检测资格,并从事与资格级别相应的无损检测工作。(2)检测质量控制和检测级别评定,依照NB/T47013.1-2015《承压设备无损检测》标准进行。
磁粉检测方案.pdf
磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--

磁粉检测方案.pdf
磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--磁粉检测方案--第

磁粉检测.doc
JB中华人民共和国行业标准JB/T4730.4—2005代替JB4730—1994部分承压设备无损检测第4部分:磁粉检测NondestructiveTestingofPressureEquipments—Part4:MagneticParticleTesting2005-07-26发布2005-11-01实施国家发展和改革委员会发布目次前言………………………………………………………………………………………………………31范围……………………………………………………………………………………………………42规