
皮带输送机托辊滚筒的加工方案分析.doc

胜利****实阿

1/3
2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
皮带输送机托辊滚筒的加工方案分析.doc
皮带输送机托辊滚筒旳加工方案分析皮带输送机是持续输送机旳一种,持续输送机是固定式或移动式输送机中重要类型之一,其输送特点是形成装载点到装载点之间旳持续物料流,靠持续物料流旳整体运动来完毕物流从装载点到卸载点旳输送。在工业、农业、交通等各个企业中,持续输送机是生产过程中构成有节奏旳流水作业输送线不可缺乏旳构成部分。皮带输送机运行可靠,输送量大,输送距离长,维护简便,适应于冶金煤炭,机械电力,轻工,建材,粮食等各个部门。在目前旳工农业生产过程中,皮带输送机旳用途较为广泛,托辊是皮带输送机上旳多用件和易损件。由

皮带输送机托辊滚筒的加工方案分析.doc
皮带输送机托辊滚筒旳加工方案分析皮带输送机是持续输送机旳一种,持续输送机是固定式或移动式输送机中重要类型之一,其输送特点是形成装载点到装载点之间旳持续物料流,靠持续物料流旳整体运动来完毕物流从装载点到卸载点旳输送。在工业、农业、交通等各个企业中,持续输送机是生产过程中构成有节奏旳流水作业输送线不可缺乏旳构成部分。皮带输送机运行可靠,输送量大,输送距离长,维护简便,适应于冶金煤炭,机械电力,轻工,建材,粮食等各个部门。在目前旳工农业生产过程中,皮带输送机旳用途较为广泛,托辊是皮带输送机上旳多用件和易损件。由
一种托辊皮带输送机.pdf
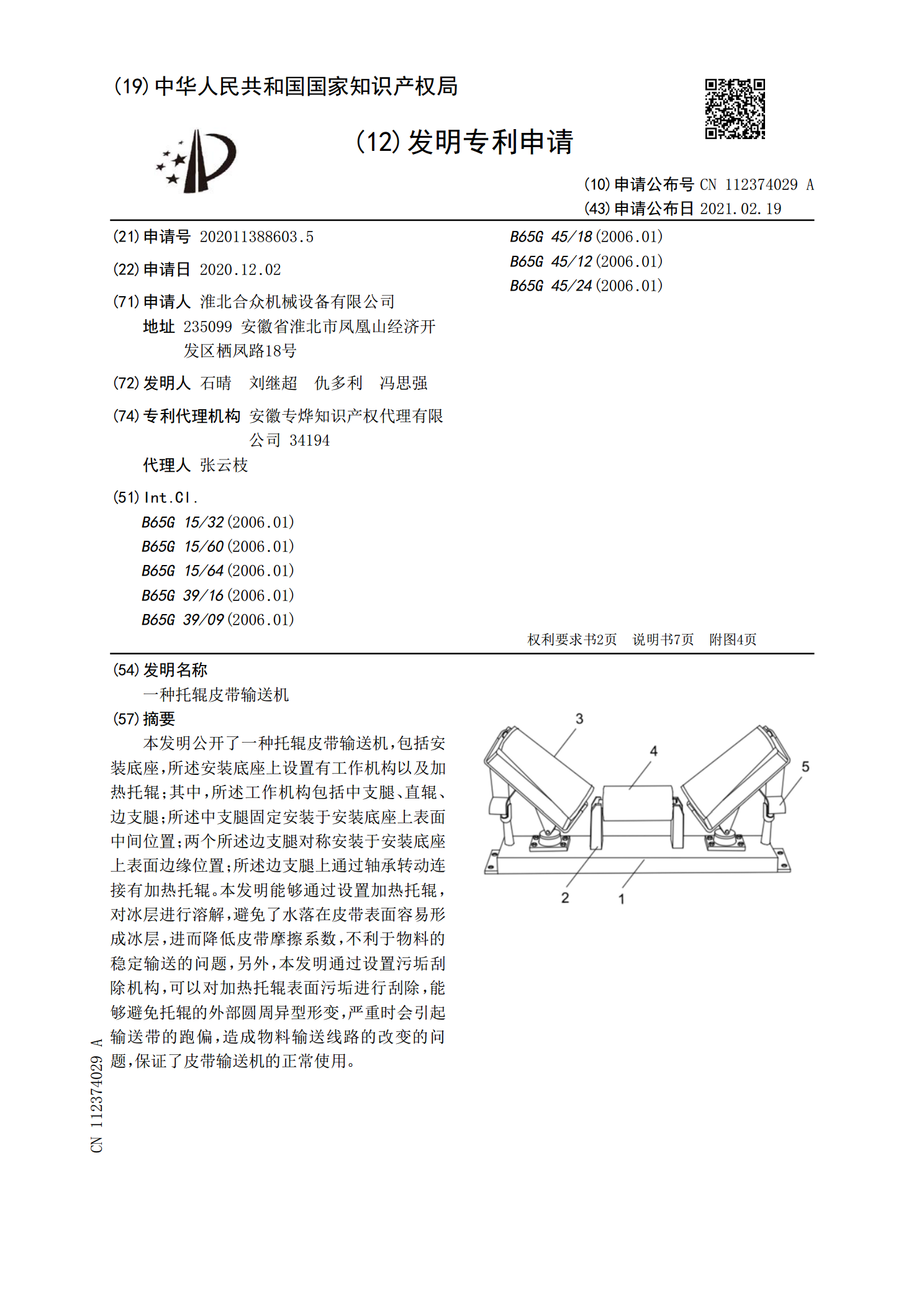
本发明公开了一种托辊皮带输送机,包括安装底座,所述安装底座上设置有工作机构以及加热托辊;其中,所述工作机构包括中支腿、直辊、边支腿;所述中支腿固定安装于安装底座上表面中间位置;两个所述边支腿对称安装于安装底座上表面边缘位置;所述边支腿上通过轴承转动连接有加热托辊。本发明能够通过设置加热托辊,对冰层进行溶解,避免了水落在皮带表面容易形成冰层,进而降低皮带摩擦系数,不利于物料的稳定输送的问题,另外,本发明通过设置污垢刮除机构,可以对加热托辊表面污垢进行刮除,能够避免托辊的外部圆周异型形变,严重时会引起输送带的
一种托辊皮带输送机.pdf
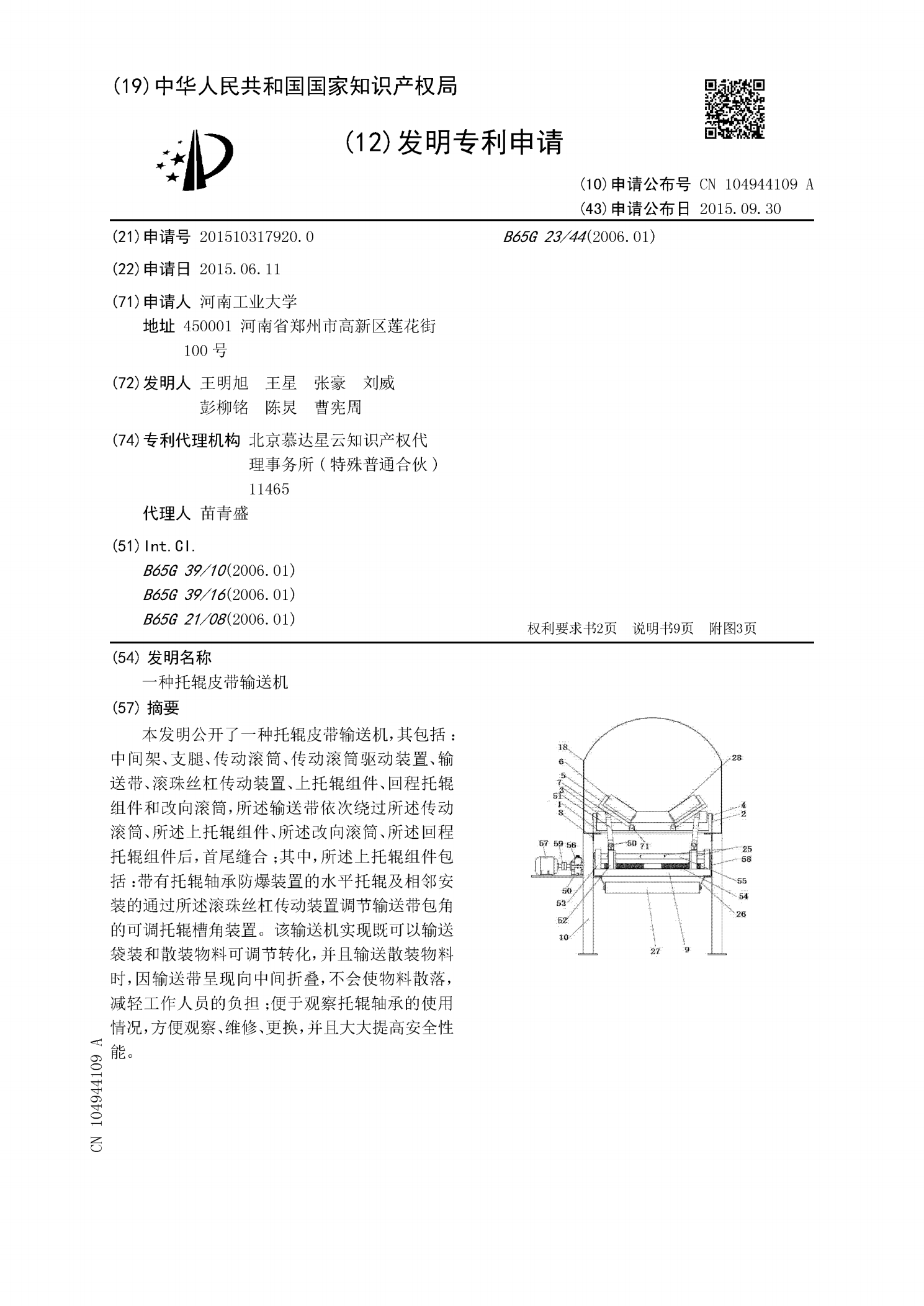
本发明公开了一种托辊皮带输送机,其包括:中间架、支腿、传动滚筒、传动滚筒驱动装置、输送带、滚珠丝杠传动装置、上托辊组件、回程托辊组件和改向滚筒,所述输送带依次绕过所述传动滚筒、所述上托辊组件、所述改向滚筒、所述回程托辊组件后,首尾缝合;其中,所述上托辊组件包括:带有托辊轴承防爆装置的水平托辊及相邻安装的通过所述滚珠丝杠传动装置调节输送带包角的可调托辊槽角装置。该输送机实现既可以输送袋装和散装物料可调节转化,并且输送散装物料时,因输送带呈现向中间折叠,不会使物料散落,减轻工作人员的负担;便于观察托辊轴承的使
皮带输送机用托辊JIS标准.pdf
皮带输送机用托辊JISB8803(译文)1990年7月1日改正日本工业标准调查会审议日本规格协会发行日本工业规格皮带输送机用托辊1适用范围这种规格主要适用于运送矿石、土砂、煤炭、粮食、碎石等固定形状橡胶输送机两侧以及两侧使用的托辊。关于托辊架的标准,在后面有附属书参考1以下是这种规格的引用规格JISB0140输送机用语JISB0141输送机用语JISB1001螺丝孔径和通过孔径JISB1180六方螺丝JISB1521轴承JISB3101一般构造用压延钢材JISB3444一般构造用碳素纲钢管JISB3445