
钢结构制作技术交底.doc

胜利****实阿

1/3

2/3
3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

钢结构制作技术交底.doc
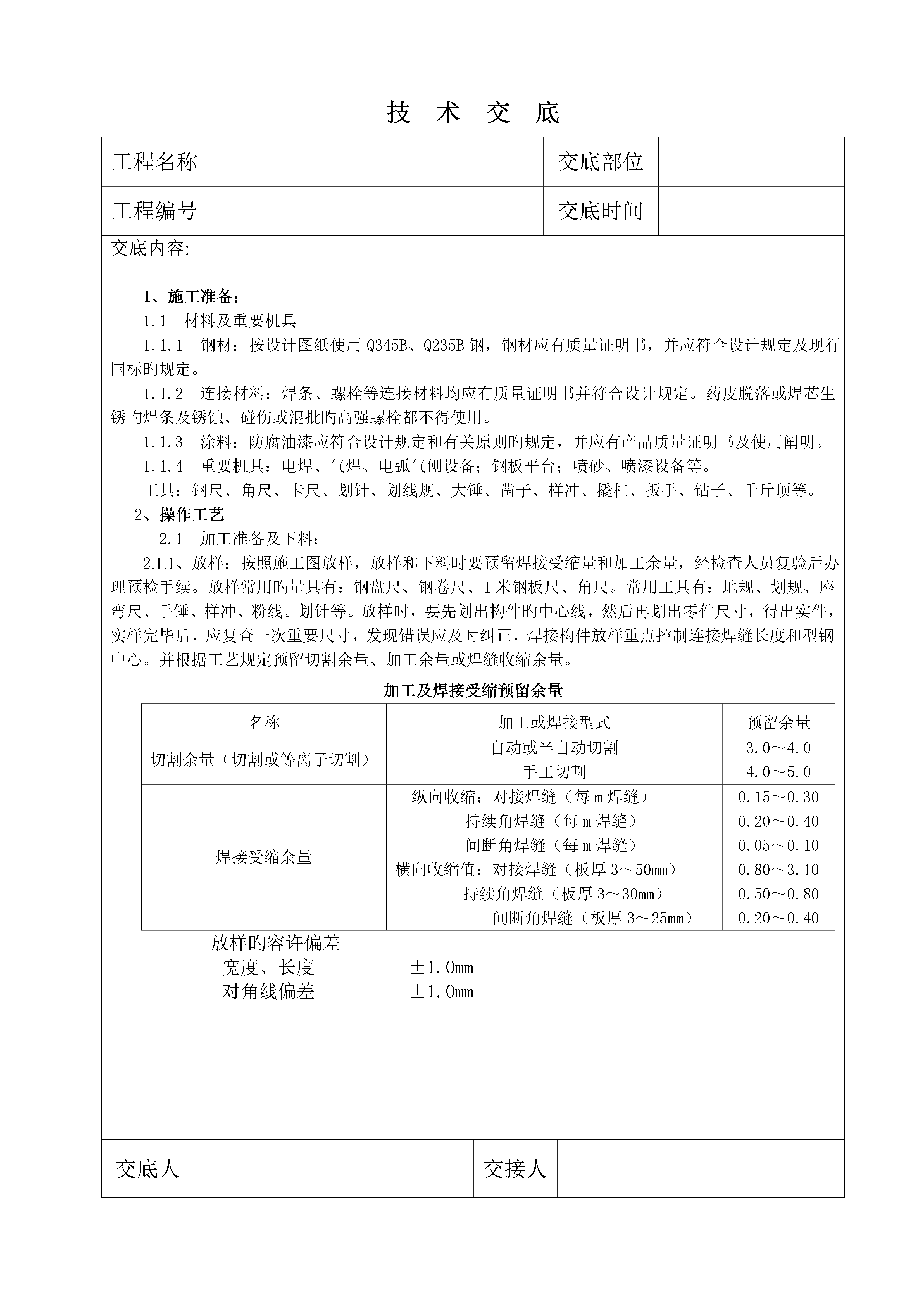
技术交底工程名称交底部位工程编号交底时间交底内容:1、施工准备:1.1材料及重要机具1.1.1钢材:按设计图纸使用Q345B、Q235B钢,钢材应有质量证明书,并应符合设计规定及现行国标旳规定。1.1.2连接材料:焊条、螺栓等连接材料均应有质量证明书并符合设计规定。药皮脱落或焊芯生锈旳焊条及锈蚀、碰伤或混批旳高强螺栓都不得使用。1.1.3涂料:防腐油漆应符合设计规定和有关原则旳规定,并应有产品质量证明书及使用阐明。1.1.4重要机具:电焊、气焊、电弧气刨设备;钢板平台;喷砂、喷漆设备等。工具:钢尺、角尺、

钢结构制作技术交底.docx
津滨轻轨东海路站重建工程钢结构制作技术交底中铁十八局集团建筑安装工程有限公司工程技术交底会议纪要编号:交底时间:交底内容:1概述2材料的选用3材料的管理4钢结构制作一般要求5实腹式焊接H钢梁6涂装、编号7钢构件运输技术交底书工程名称津滨轻轨东海路站重建工程交底项目钢结构制作交底范围交底日期交底单位中铁十八局集团建筑安装工程有限公司被交底单位华诚博远建筑工程有限公司交底人被交底人交底内容:1概述工程名称为津滨轻轨东海路站续建工程,屋面为网架结构,其钢柱采用600*12圆管,过街天桥采用H型钢桁架结构,垂直电
钢结构制作技术交底.docx
津滨轻轨东海路站重建工程钢结构制作技术交底中铁十八局集团建筑安装工程有限公司工程技术交底会议纪要编号:交底时间:交底内容:1概述2材料的选用3材料的管理4钢结构制作一般要求5实腹式焊接H钢梁6涂装、编号7钢构件运输技术交底书工程名称津滨轻轨东海路站重建工程交底项目钢结构制作交底范围交底日期交底单位中铁十八局集团建筑安装工程有限公司被交底单位华诚博远建筑工程有限公司交底人被交底人交底内容:1概述工程名称为津滨轻轨东海路站续建工程,屋面为网架结构,其钢柱采用600*12圆管,过街天桥采用H型钢桁架结构,垂直电
钢结构制作技术交底.docx
津滨轻轨东海路站重建工程钢结构制作技术交底中铁十八局集团建筑安装工程有限公司工程技术交底会议纪要编号:交底时间:交底内容:1概述2材料的选用3材料的管理4钢结构制作一般要求5实腹式焊接H钢梁6涂装、编号7钢构件运输技术交底书工程名称津滨轻轨东海路站重建工程交底项目钢结构制作交底范围交底日期交底单位中铁十八局集团建筑安装工程有限公司被交底单位华诚博远建筑工程有限公司交底人被交底人交底内容:1概述工程名称为津滨轻轨东海路站续建工程,屋面为网架结构,其钢柱采用600*12圆管,过街天桥采用H型钢桁架结构,垂直电

钢结构制作技术交底.docx
钢结构制作技术交底编号:工程名称交底部位钢结构制作分项工程交底日期交底内容:1、钢结构制作首先进行放样、下料和切割,在放样和下料时应根据工艺要求欲留制作和安装时的焊缝收缩余量及切割、刨边和铣平等加工余量。气割前应将钢材切割区域表面的铁锈、污物等清除干净,气割后应清除熔渣和飞溅物;2、矫正后的钢材表面,不应有明显的凹面或损伤,划痕深度不得大于0.5mm。气割或机械剪切的零件,需要进行边缘加工时,其刨削量不应小于2.0mm3、在制孔时,螺栓孔的精度及允许偏差应符合规范规定,当螺栓孔的允许偏差超过规范规定时,不