
大容量锂离子电池.pdf

玄静****写意

1/9
2/9

3/9
4/9
5/9
6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
大容量锂离子电池.pdf
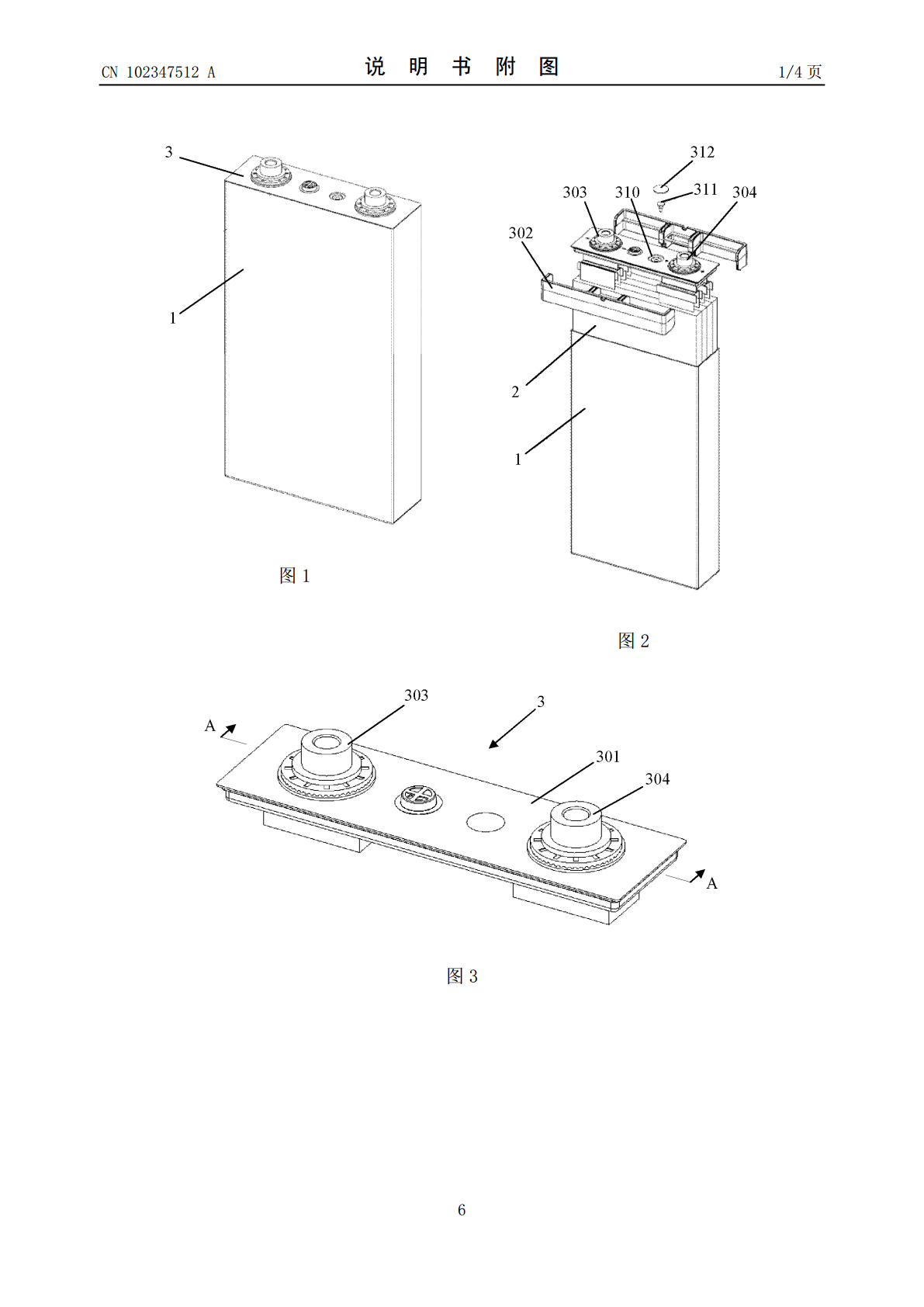
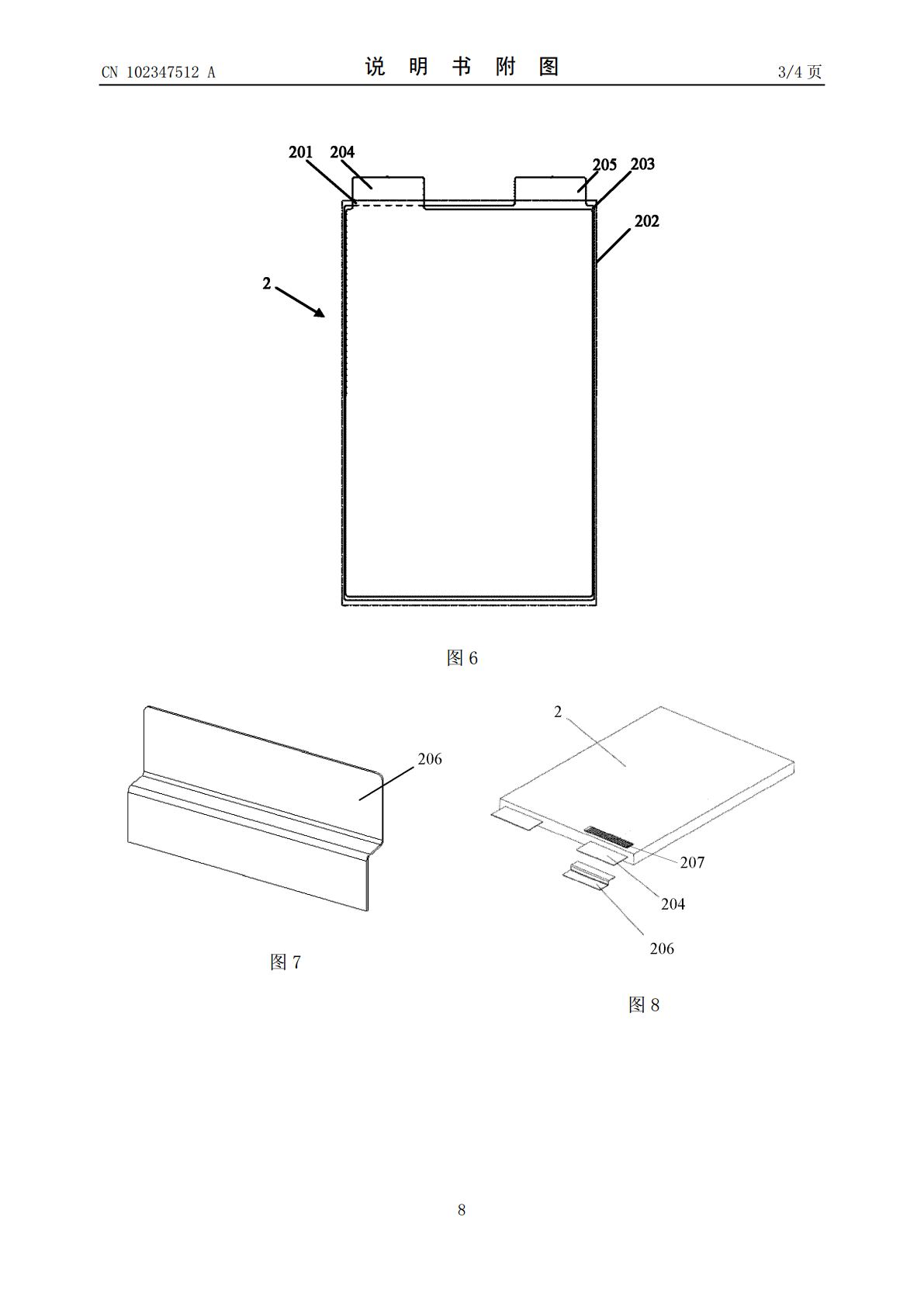
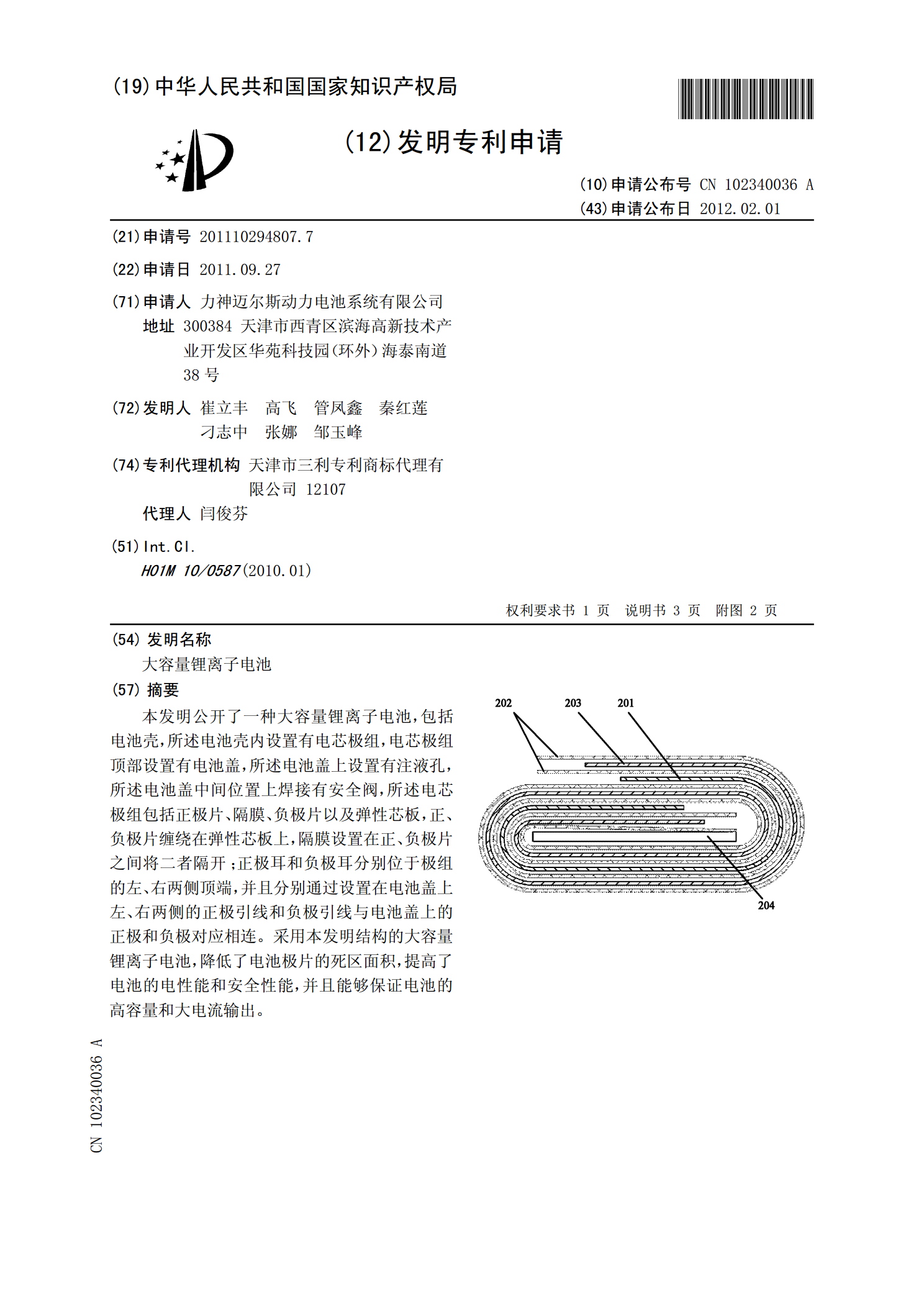
本发明公开了一种大容量锂离子电池,包括电池壳,所述电池壳内设置有电芯极组,电芯极组顶部设置有电池盖,所述电池盖上设置有注液孔,所述电池盖中间位置上焊接有安全阀,所述电芯极组包括正极片、隔膜、负极片以及弹性芯板,正、负极片缠绕在弹性芯板上,隔膜设置在正、负极片之间将二者隔开;正极耳和负极耳分别位于极组的左、右两侧顶端,并且分别通过设置在电池盖上左、右两侧的正极引线和负极引线与电池盖上的正极和负极对应相连。采用本发明结构的大容量锂离子电池,降低了电池极片的死区面积,提高了电池的电性能和安全性能,并且能够保证电

大容量锂离子电池.pdf
本发明公开了一种大容量锂离子电池,使用更为稳定和成熟的极组与壳盖的连接工艺,同时使用整体化的壳盖,来实现大容量电池批量和稳定的生产制造。本发明的大容量锂离子电池,包括有电池壳,电池壳内部装有极组;电池壳上部装配有电池盖,所述电池盖包括盖板、分体垫片以及设置在盖板上的正极柱和负极柱,正、负极柱穿过绝缘垫圈,与位于绝缘垫圈上方的极柱压板一起通过铆接方式一起固定在盖板以及盖板下方的定位垫片上;分体垫片通过极柱下方的凸台部分定位在盖板上;盖板上还设置有通过激光焊焊接在盖板上的防爆膜和保护罩,以及通过冲压成型的注液

一种大容量锂离子电池.pdf
本申请公开了一种大容量锂离子电池,包括电池壳体、设置在所述电池壳体上的盖板、设置在所述壳体内的电芯组,以及与所述电芯组连接的极柱,所述极柱伸出盖板,其特征在于,所述电池组包括多个电芯单元,和多个用于将电芯单元固定、压紧的支撑架;其中,所述电芯单元与支撑架间隔设置;所述电芯单元与极柱连接,所述极柱放置在支撑架的凹槽内。本申请的大容量锂离子电池,通过电芯单元并联、压紧,通过支撑架的固定,通过在锂离子电池中空极柱内加消防降温介质或热管,通过可串联连接的管状泄压口设计,有效的控制了大容量电池的内部温度,提高了大容

大容量锂离子电池SOC估算原理及应用.docx
大容量锂离子电池SOC估算原理及应用一、引言锂离子电池是一种蓄电池,其广泛应用于电动汽车、移动设备和可再生能源等领域。为实现锂离子电池的最佳性能和延长其使用寿命,了解电池的状态是必不可少的。同时,估算电池的剩余容量(SOC)也是电池管理的基础之一。本文将介绍锂离子电池SOC估算的原理和应用。二、SOC估算原理SOC是指电池剩余容量与总容量之间的比值,通常以百分比表示。SOC的估算通常通过电池的电压、电流和温度等参数来进行。1.开路电压法开路电压法是SOC估算最简单的方法之一。当电池处于开路状态时,电池的电

大容量锂离子电池化成设备监控系统的研究.docx
大容量锂离子电池化成设备监控系统的研究大容量锂离子电池作为现代电动车、储能设备等领域的核心能源供应装置,具有能量密度高、充放电效率高、环境友好等优点,正逐渐被广泛应用。然而,随着电池容量的增大和应用场景的复杂化,如何准确有效地监控和管理大容量锂离子电池的性能和状态,成为一个重要的问题。本文将对大容量锂离子电池化成设备监控系统进行研究,并探讨其应用前景和发展方向。一、引言随着电池技术的不断进步和设备对电力需求的不断增加,大容量锂离子电池越来越普遍地被用于各种应用场景,例如电动汽车、储能设备、无人机等。然而,