
计量器具培训教材.ppt

书生****12

1/10
2/10

3/10
4/10

5/10

6/10

7/10
8/10
9/10

10/10
亲,该文档总共31页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

计量器具培训教材.ppt
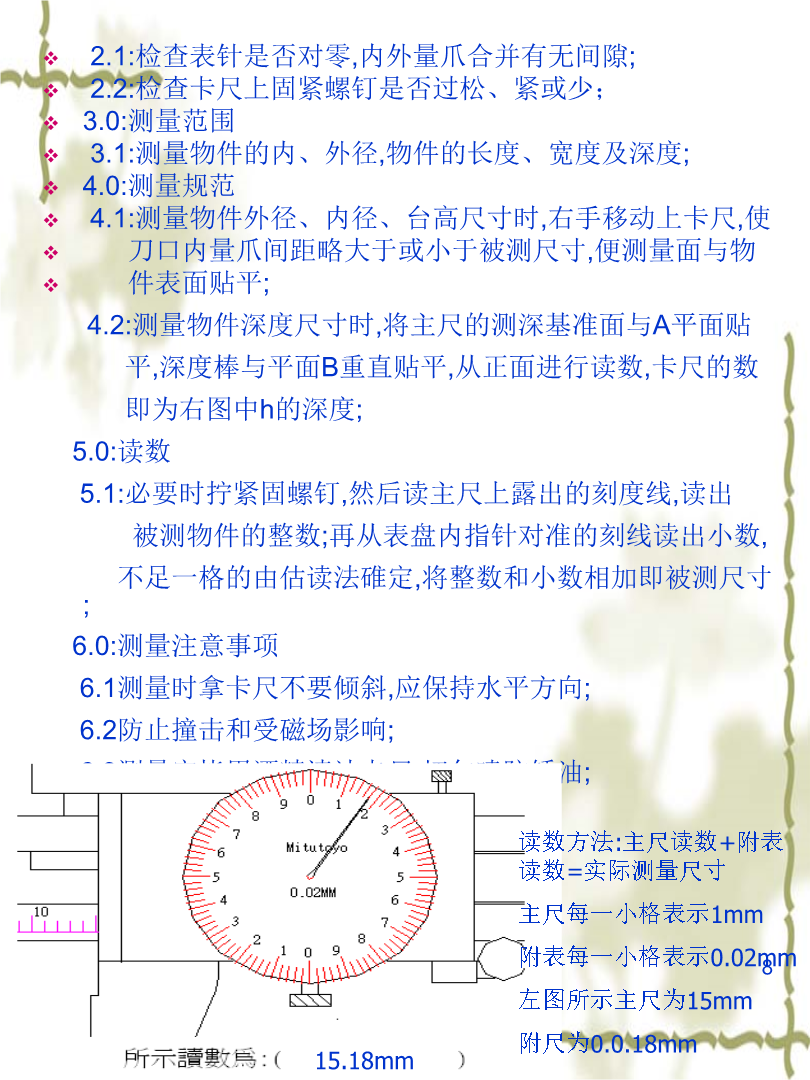
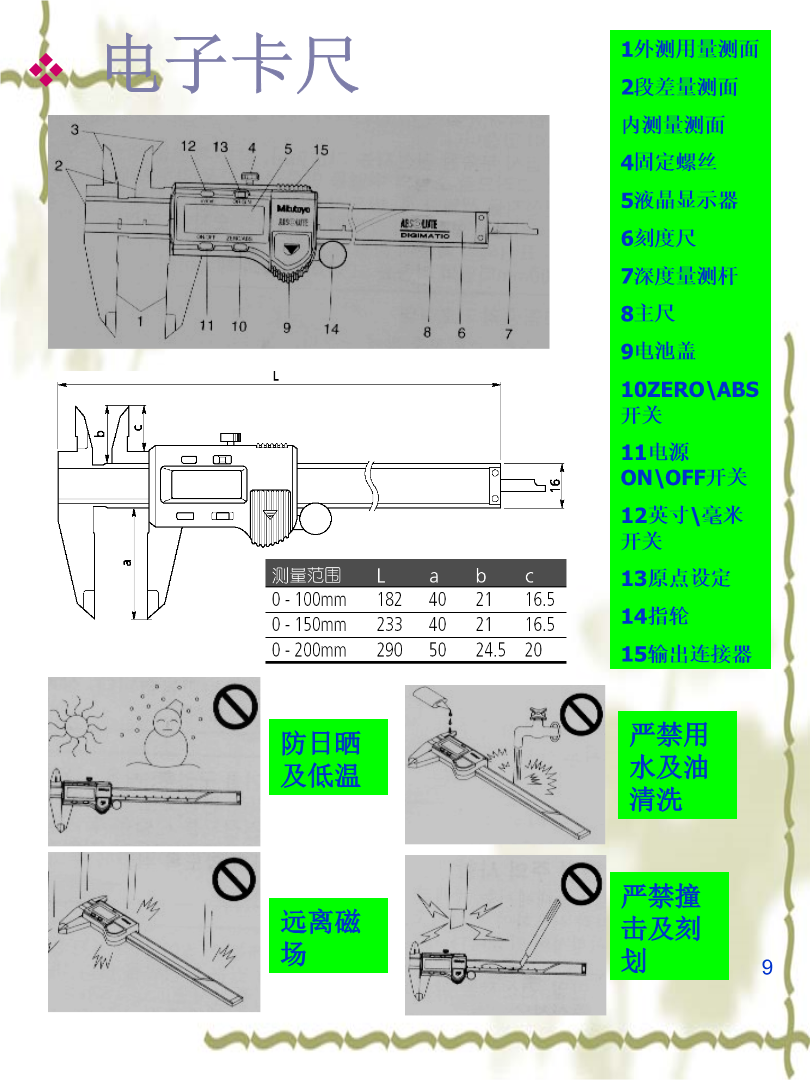
公司计量器具的种类各种计量器具的操作方法和注意事项计量器具的校准状态和标识计量器具的使用管理及保养游标量具类角度量具A:直角尺1:刀口直角尺2:宽座直角尺B:万能角度尺其它量具类游标卡尺4.0:测量规范4.1:测量物件外径、内径、台高尺寸时右手移动上卡尺使刀口内量爪间距略大于或小于被测尺寸便测量面与物件表面贴平;4.2:测量物件深度尺寸时将主尺的测深基准面与A平面贴平深度棒与平面B重直贴平从正面进行读数卡尺上的数即

计量器具培训教材.ppt
30六月2024

计量器具使用培训教材.docx
编号:时间:2021年x月x日书山有路勤为径学海无涯苦作舟页码:量具的使用方法目录第一章钢直尺、内外卡钳及塞尺1一钢直尺1二内外卡钳1三塞尺4第二章游标读数量具6一游标卡尺的结构型式6二游标卡尺的读数原理和读数方法7三游标卡尺的测量精度9四游标卡尺的使用方法10五游标卡尺应用举例12六高度游标卡尺14七深度游标卡尺14八齿厚游标卡尺15第三章螺旋测微量具17一外径百分尺的结构17二百分尺的工
计量器具使用培训教材.doc
量具的使用方法目录第一章钢直尺、内外卡钳及塞尺1一钢直尺1二内外卡钳1三塞尺4第二章游标读数量具6一游标卡尺的结构型式6二游标卡尺的读数原理和读数方法7三游标卡尺的测量精度9四游标卡尺的使用方法10五游标卡尺应用举例12六高度游标卡尺14七深度游标卡尺14八齿厚游标卡尺15第三章螺旋测微量具17一外径百分尺的结构17二百分尺的工作原理和读数方法19三百分尺的精度及其调整20四百分尺的使用方法21五百分尺的应用举例22六

计量器具使用培训教材.docx
编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:量具的使用方法目录第一章钢直尺、内外卡钳及塞尺1一钢直尺1二内外卡钳1三塞尺4第二章游标读数量具6一游标卡尺的结构型式6二游标卡尺的读数原理和读数方法7三游标卡尺的测量精度9四游标卡尺的使用方法10五游标卡尺应用举例12六高度游标卡尺14七深度游标卡尺14八齿厚游标卡尺15第三章螺旋测微量具17一外径百分尺的结构17二百分尺的工作原理和读数方法19三百分尺的精度及其调整20四百分尺的使用方法21五百分尺的应用举例22六杠杆千