
超声波焊接机技术.doc

胜利****实阿

1/10
2/10

3/10

4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
超声波焊接机技术.doc
超声波焊接机技术编辑本词条缺少名片图,补充相关内容使词条更完整,还能快速升级,赶紧来编辑吧!超声波焊接机技术,是一种用超声波原理的焊接技术。中文名超声波焊接机技术类型技术应用焊接方式超声波目录1概述2焊接技术概述编辑在一般认为超音波作业时,产品与模具表面只要接触准确就可以得到应当的超声波焊接机熔接效果,其实这只是表面的见解,超音波既然是摩擦振,就会产生音波传导的现象.我们假如单只观测硬件(模治具)的稳合限度,而忽略了整合型态的超音波作业方式,必然会产生舍本逐末或误判的后果,所以在此必须先强调超音波熔接的作
超声波焊接机技术.doc
超声波焊接机技术编辑本词条缺少名片图,补充相关内容使词条更完整,还能快速升级,赶紧来编辑吧!超声波焊接机技术,是一种用超声波原理的焊接技术。中文名超声波焊接机技术类型技术应用焊接方式超声波目录1概述2焊接技术概述编辑在一般认为超音波作业时,产品与模具表面只要接触准确就可以得到应当的超声波焊接机熔接效果,其实这只是表面的见解,超音波既然是摩擦振,就会产生音波传导的现象.我们假如单只观测硬件(模治具)的稳合限度,而忽略了整合型态的超音波作业方式,必然会产生舍本逐末或误判的后果,所以在此必须先强调超音波熔接的作

超声波焊接机技术应用.doc
编制--讲师:黄天光培训资料纯属个人编制,如有雷同或错误,请多多谅解,Thankyou!超声波焊接机技术应用超声波塑料焊机技术先进前景广阔,当代社会,塑料的各种制品,已渗透到人们日常生活的各个领域,同时也被广泛应用到航空、船舶、汽车、电器、包装、玩具、电子、纺织等行业。然而,由于注塑工艺等因素的限制,在相当一部分形状复杂的塑料制品不能一次注塑成型,这就需要粘接,而沿用多年的塑料粘接和热合工艺又相当落后,不仅效率低,且粘接剂还有一定的毒性,引起环境污染和劳动保护等问题。传统的这种工艺已不能适用现代塑料工业的
超声波焊接机.pdf
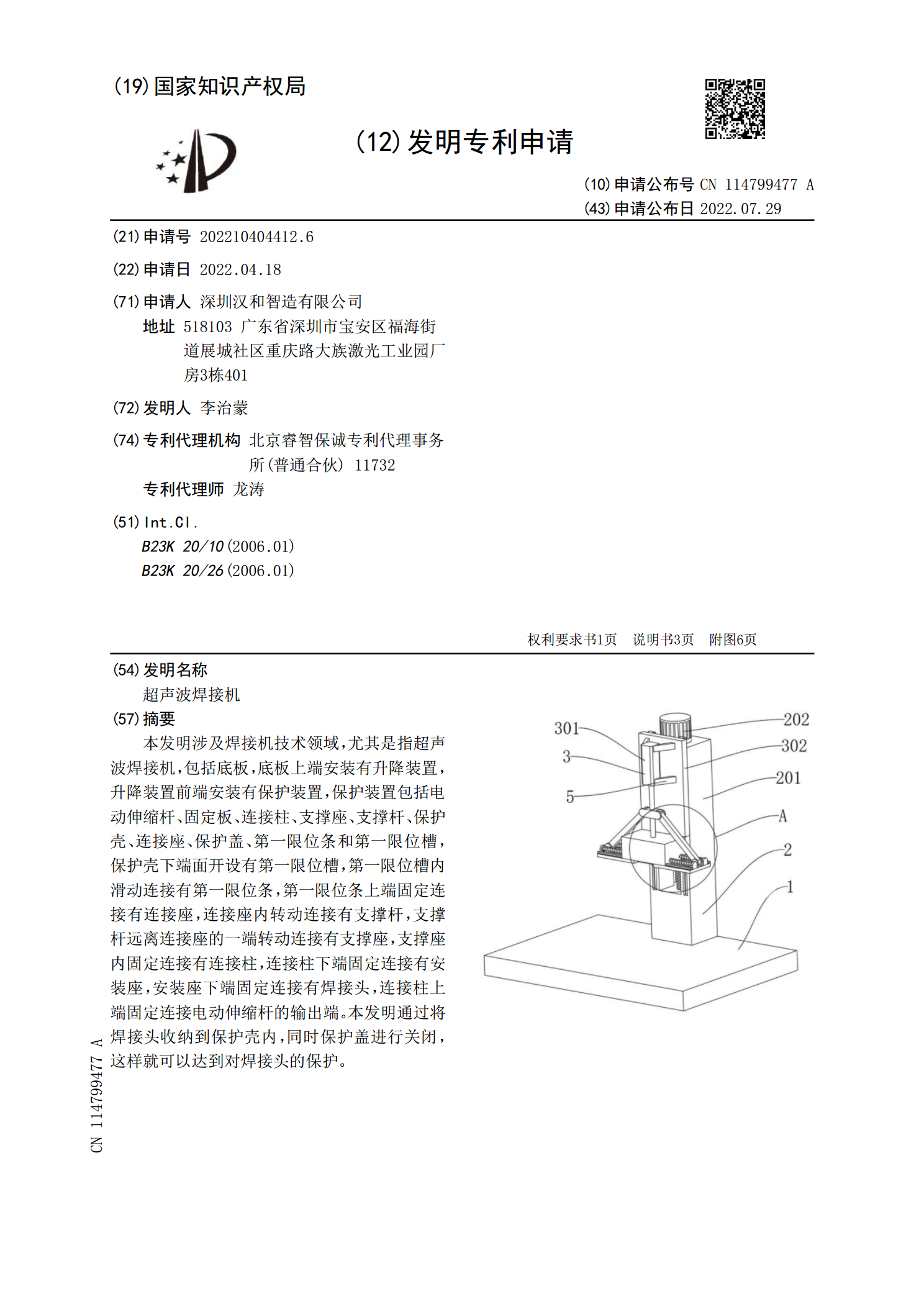
本发明涉及焊接机技术领域,尤其是指超声波焊接机,包括底板,底板上端安装有升降装置,升降装置前端安装有保护装置,保护装置包括电动伸缩杆、固定板、连接柱、支撑座、支撑杆、保护壳、连接座、保护盖、第一限位条和第一限位槽,保护壳下端面开设有第一限位槽,第一限位槽内滑动连接有第一限位条,第一限位条上端固定连接有连接座,连接座内转动连接有支撑杆,支撑杆远离连接座的一端转动连接有支撑座,支撑座内固定连接有连接柱,连接柱下端固定连接有安装座,安装座下端固定连接有焊接头,连接柱上端固定连接电动伸缩杆的输出端。本发明通过将焊
超声波焊接机.pdf
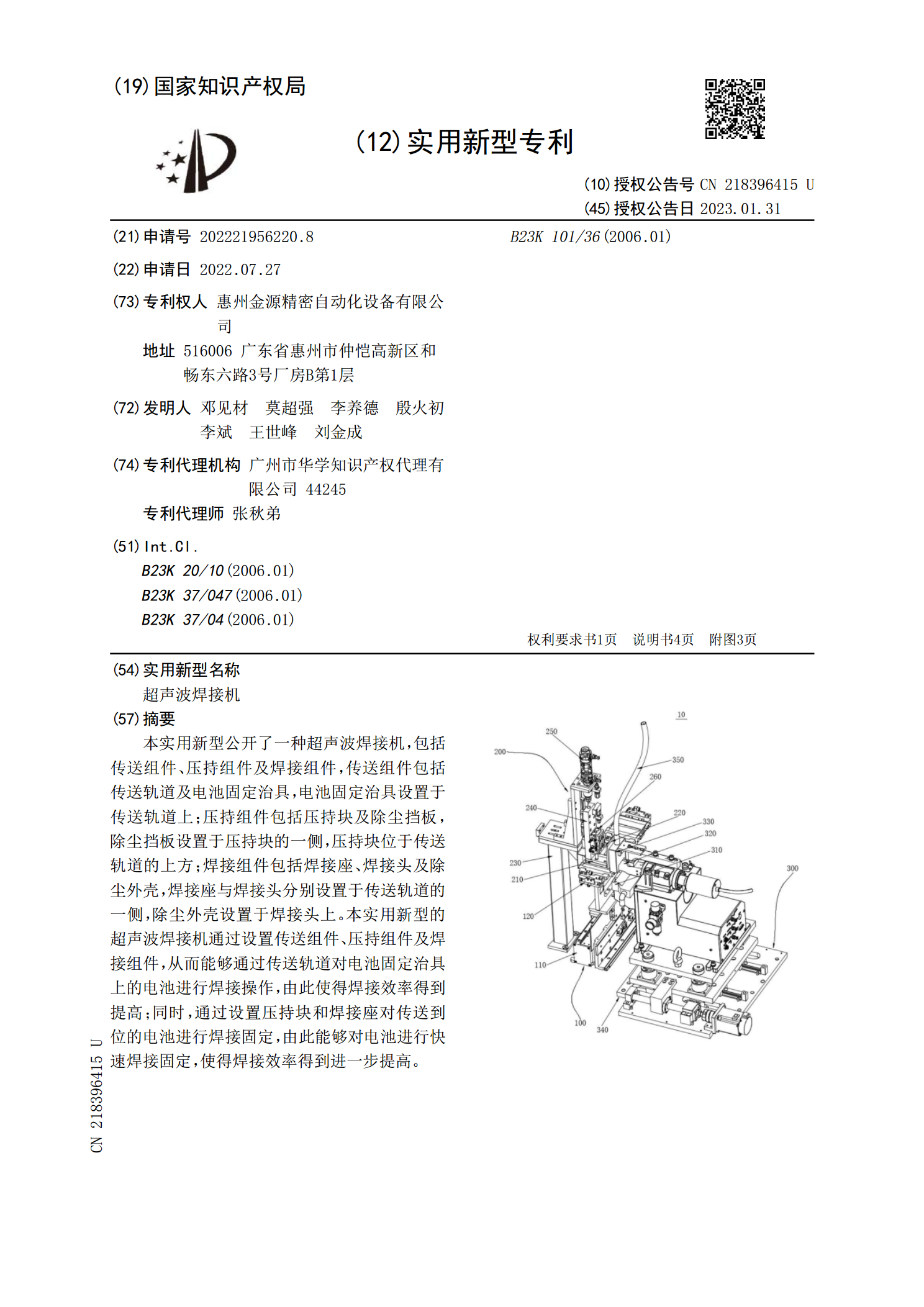
本实用新型公开了一种超声波焊接机,包括传送组件、压持组件及焊接组件,传送组件包括传送轨道及电池固定治具,电池固定治具设置于传送轨道上;压持组件包括压持块及除尘挡板,除尘挡板设置于压持块的一侧,压持块位于传送轨道的上方;焊接组件包括焊接座、焊接头及除尘外壳,焊接座与焊接头分别设置于传送轨道的一侧,除尘外壳设置于焊接头上。本实用新型的超声波焊接机通过设置传送组件、压持组件及焊接组件,从而能够通过传送轨道对电池固定治具上的电池进行焊接操作,由此使得焊接效率得到提高;同时,通过设置压持块和焊接座对传送到位的电池进