
一种轴类工件高精度双扁加工的夹持装置.pdf

阳炎****找我


1/8

2/8

3/8
4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轴类工件高精度双扁加工的夹持装置.pdf
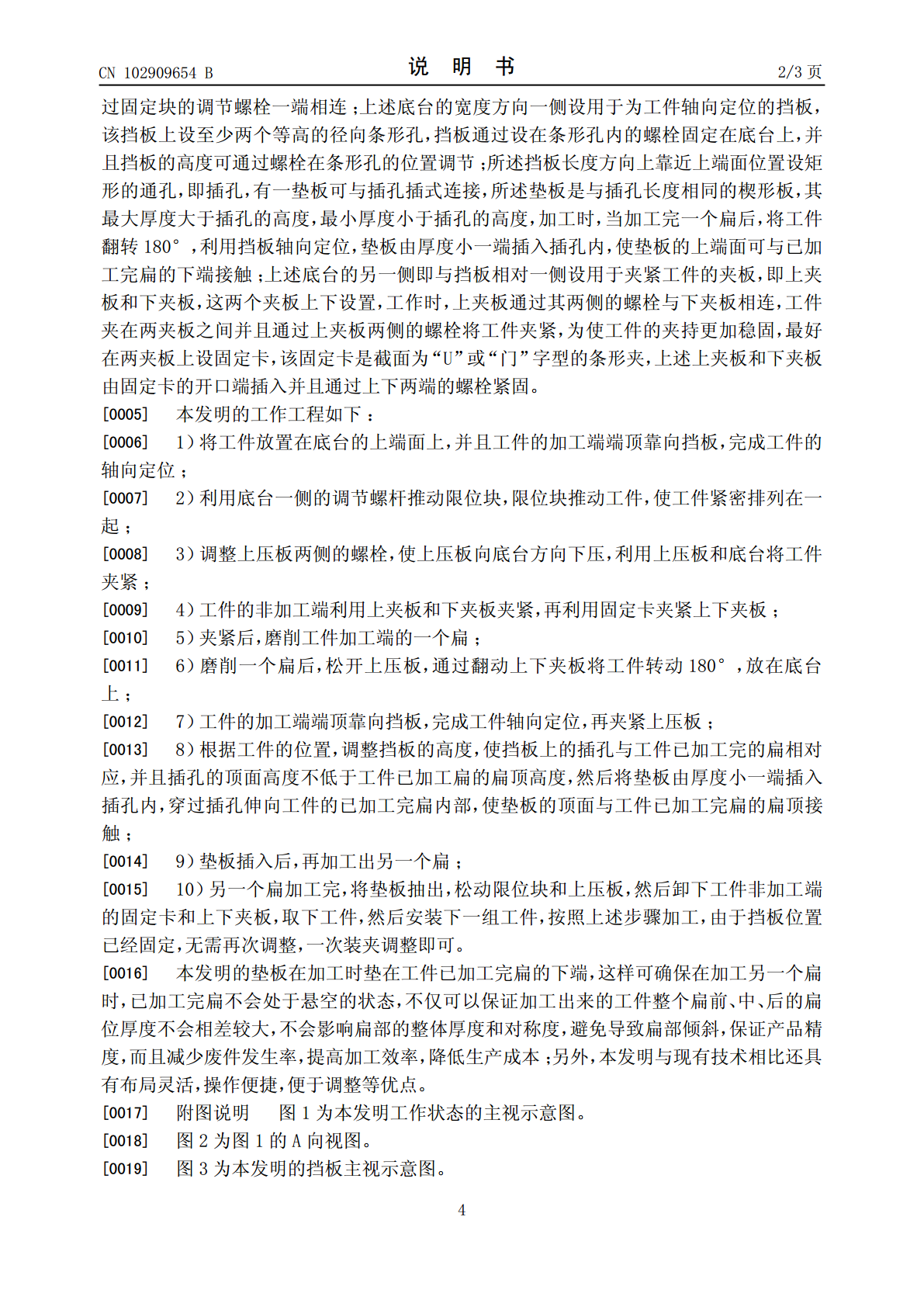
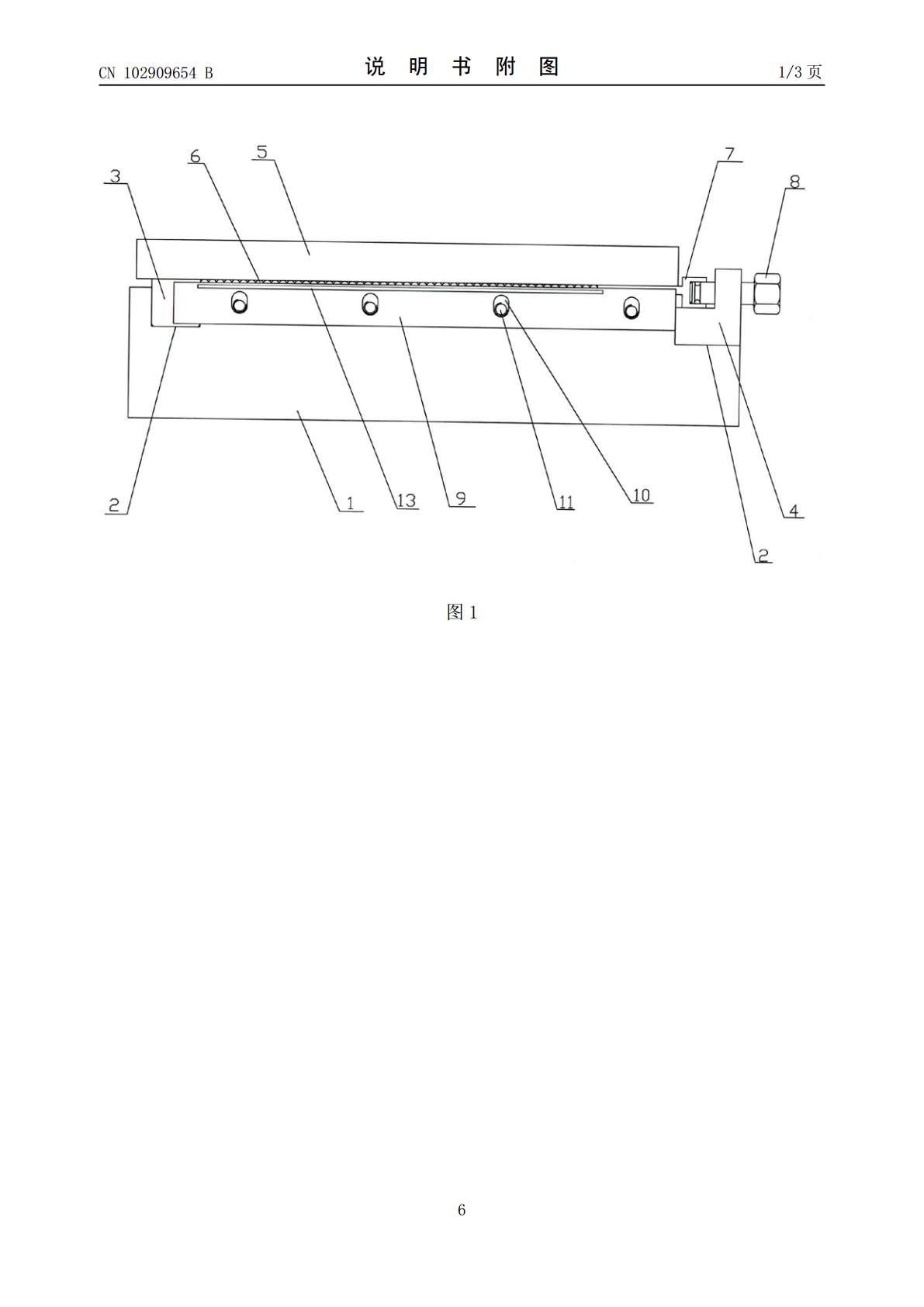
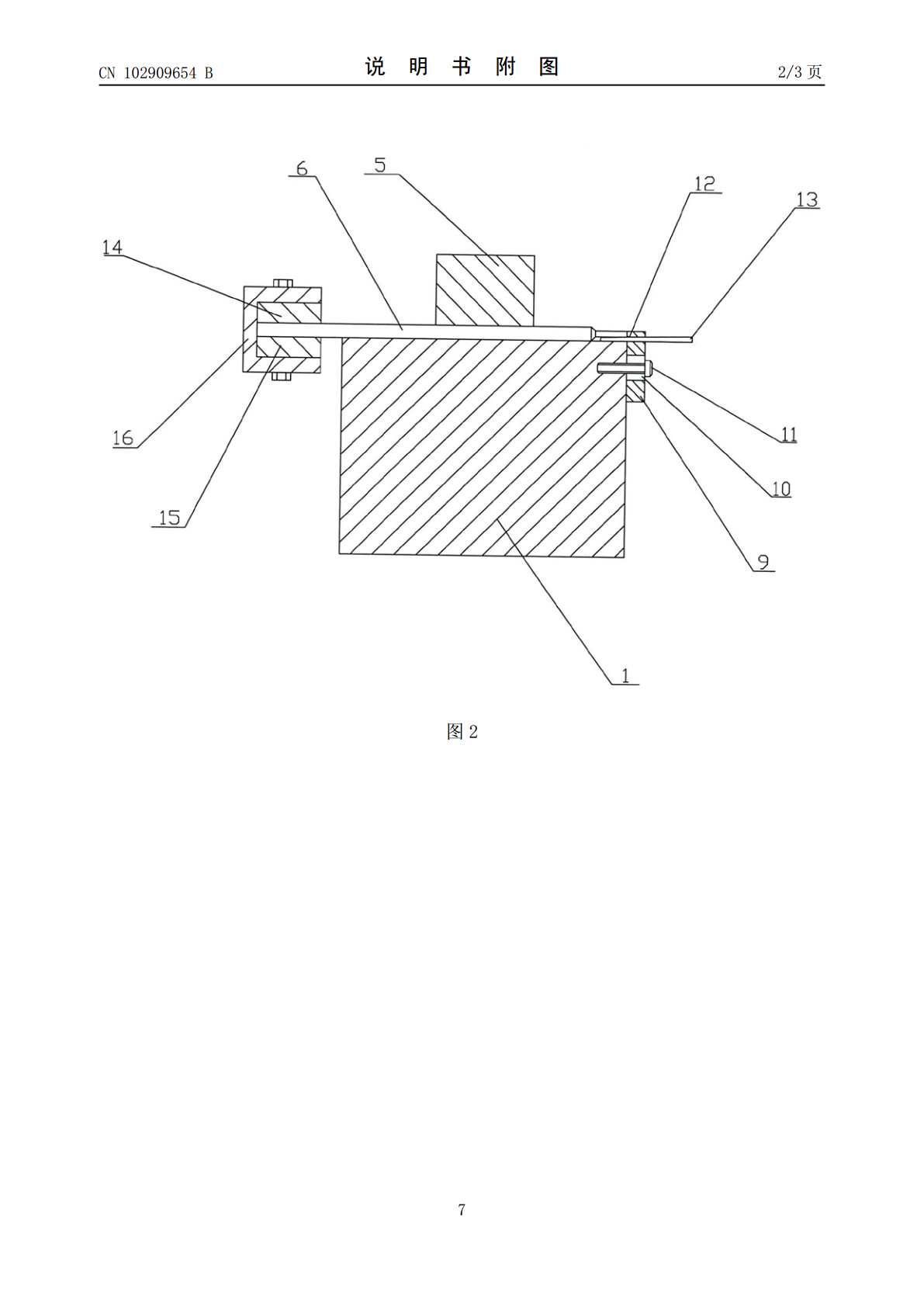
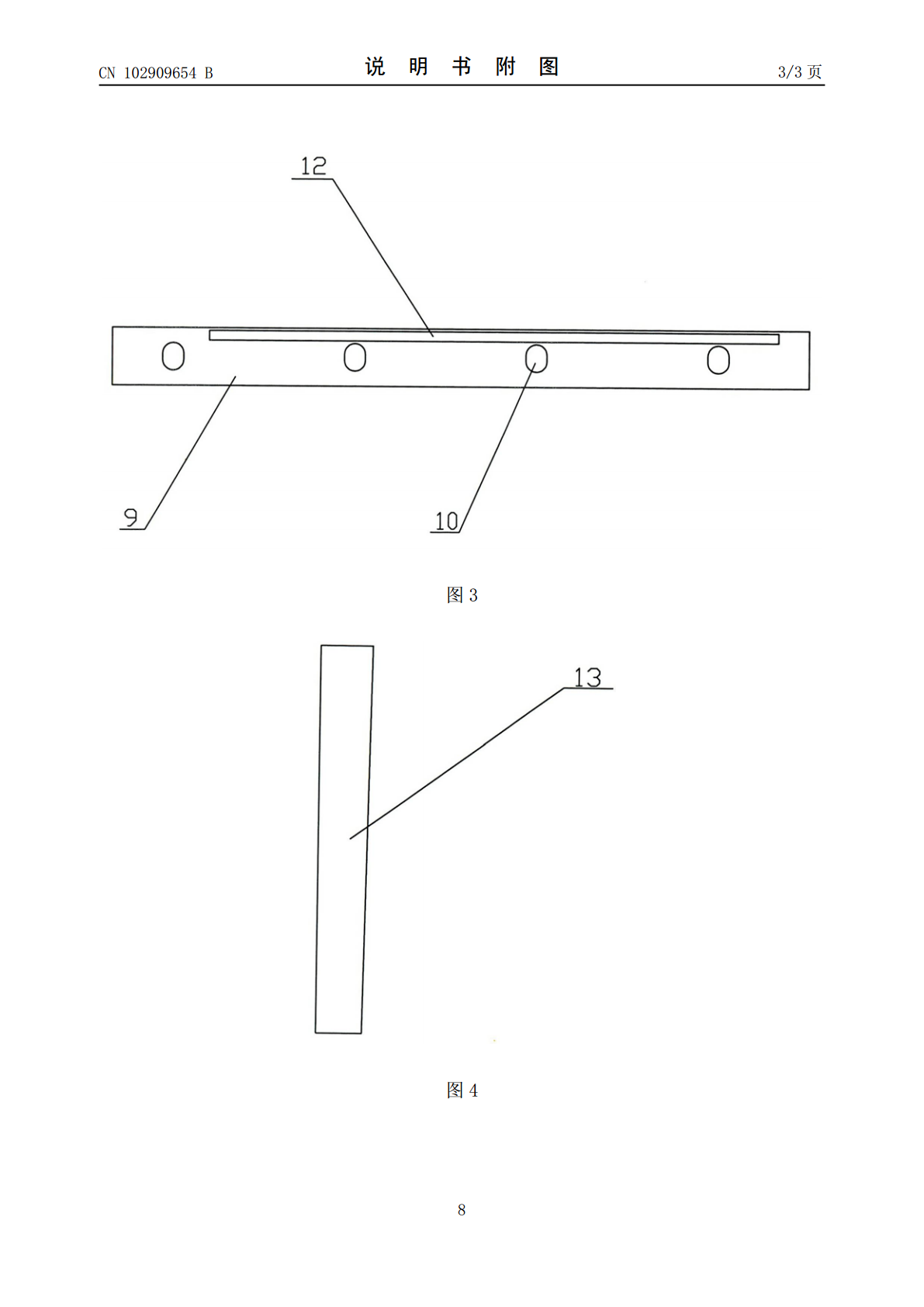
一种轴类工件高精度双扁加工的夹持装置,底台的宽度方向一侧设挡板,底台与挡板相对一侧设两个夹板,即上夹板和下夹板,这两个夹板上下设置,上夹板通过其两侧的螺栓与下夹板相连,挡板上设至少两个等高的径向条形孔,挡板通过设在条形孔内的螺栓固定在底台上,挡板长度方向上靠近上端面位置设插孔,有一垫板与插孔插式连接,垫板是与插孔长度相同的楔形板,其最大厚度大于插孔的高度,最小厚度小于插孔的高度。本发明与现有技术相比具有可保证工件扁部的整体厚度和对称度,减少废件发生率,提高加工效率,降低生产成本等优点。

一种具有高效高精度的采用双夹持固定长轴管类工件的双刀头铣床装置.pdf
本发明公开了一种具有高效高精度的采用双夹持固定长轴管类工件的双刀头铣床装置,包括床身框架,所述床身框架的上横杆上连接定位管,其下横杆套接液压缸,液压缸通过连接进液管,进液管连接液压站,液压站连接回液管,回液管连接液压缸,液压缸连接压板轴,其上端连接压板;床身框架顶面固接直线导轨,直线导轨上对称卡配两组滑块,两组滑块均布固接于上体座底部边角,上体座底侧连接传动座,动力组件安装于床身一侧,上座体连接高度升降机构,高度升降机构的主轴座连接双刀头切削机构;本装置采用液压多段夹紧,X伺服电机通过滚柱丝杆传动,重复定

一种双夹持固定长轴管类工件的铣床床身装置.pdf
本发明公开了一种双夹持固定长轴管类工件的铣床床身装置,包括床身,所述床身固接导轨,导轨卡配滑块的固接上体座,上体座通过传动座连接动力组件,远离动力组件伺服电机的床身端固接夹持组件,支床身连接若干定位管和液压缸,液压缸连接进液管,进液管连接液压站,液压站连接回液管出口端,回液管连接液压缸,液压缸的活塞杆连接压板轴,其上端连接压板;一次装夹完成圆周各角度形状的加工,避免二次装夹产生的累积误差及工件过长、过重等问题造成的脱夹、划伤等现象。

一种轴类工件双扁位自动检测设备.pdf
一种轴类工件双扁位自动检测设备,其特征是:包括基板、推动组件、支撑组件、校扁组件、夹持组件以及检测组件,通过PLC控制,以传感器信号作为各气缸工作指令,实现上料、校扁、扁部检测以及下料自动顺序化进行。本发明与现有技术相比具有检测精度高,稳定性强,大大提高加工效率等优点。
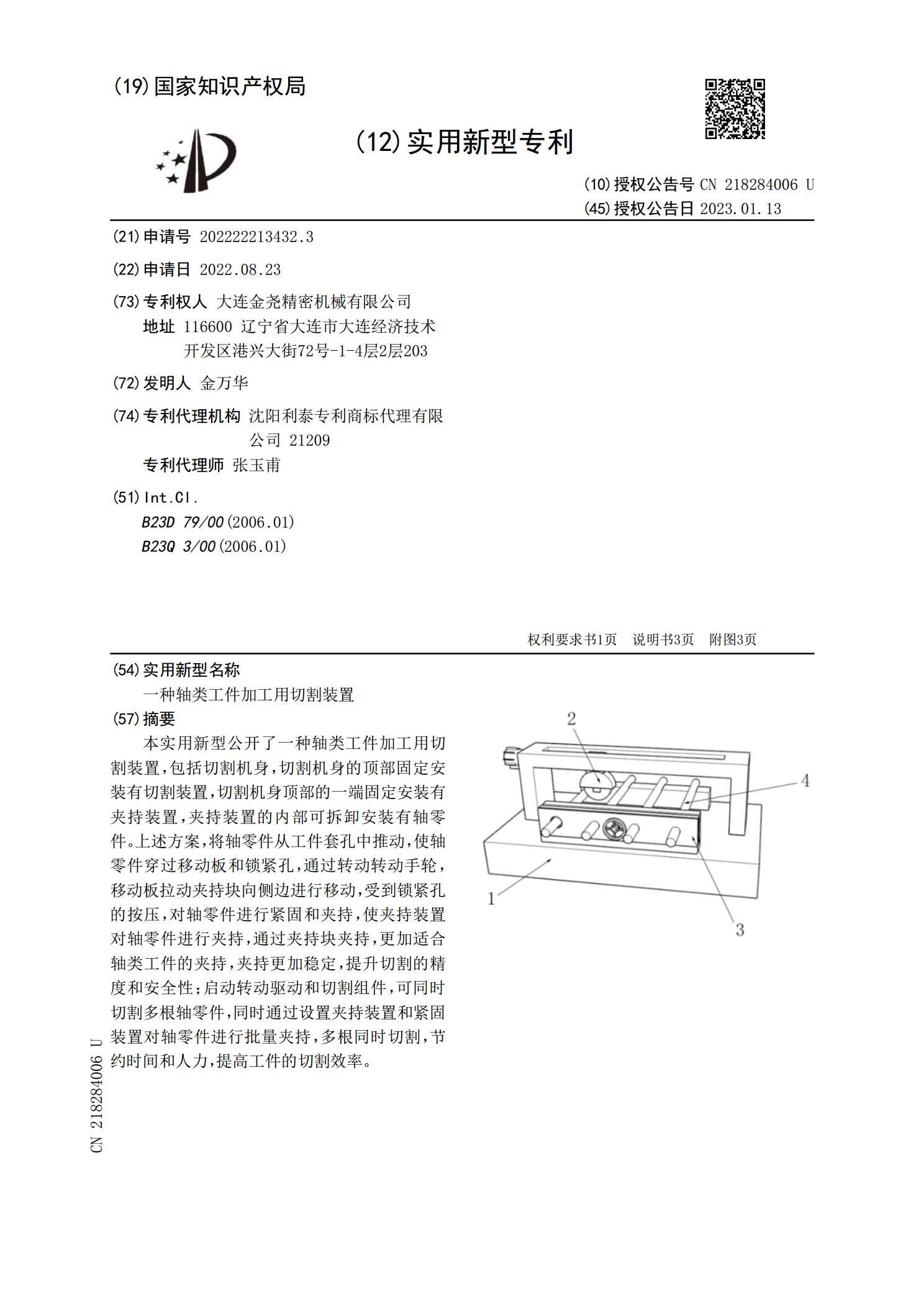
一种轴类工件加工用切割装置.pdf
本实用新型公开了一种轴类工件加工用切割装置,包括切割机身,切割机身的顶部固定安装有切割装置,切割机身顶部的一端固定安装有夹持装置,夹持装置的内部可拆卸安装有轴零件。上述方案,将轴零件从工件套孔中推动,使轴零件穿过移动板和锁紧孔,通过转动转动手轮,移动板拉动夹持块向侧边进行移动,受到锁紧孔的按压,对轴零件进行紧固和夹持,使夹持装置对轴零件进行夹持,通过夹持块夹持,更加适合轴类工件的夹持,夹持更加稳定,提升切割的精度和安全性;启动转动驱动和切割组件,可同时切割多根轴零件,同时通过设置夹持装置和紧固装置对轴零件