
电阻焊-点焊培训.ppt

星菱****23


1/10

2/10

3/10

4/10
5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共161页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
电阻焊-点焊培训.ppt
2002年11月23日电阻焊焊接技能培训内容1.焊接方法分类2.压力焊接3.名词解释4.压力焊接的特点5.唐山松下YR系列焊机简介压力焊接:焊接过程中必须对焊件施加压力加热或不加热的焊接方法。1.加热:将被焊金属的接触部位加热至塑性状态或局部熔化状态然后施加一定的压力使金属原子间相互结合形成焊接接头。如电阻焊摩擦焊等。2.不加热:仅在被焊金属接触面上施加足够大的压力利用压力引起的塑性变形使原子相互接近从

电阻焊—常用材料点焊讲义PPT培训课件.ppt
电阻焊—常用材料点焊讲义2.3常用金属材料的点焊判断点焊焊接性的主要标志判断点焊焊接性的主要标志对点焊质量的要求2)少数金属材料(如可淬硬钢等)对焊接热循环极为敏感。当点焊工艺不当时,接头由于被强烈淬硬而使强度、塑性急剧降低。其点焊接头强度不仅取决于熔核尺寸,而且与熔核及热影响区的组织及缺陷有关。低碳钢的点焊低碳钢的焊接技术要点低碳钢的焊接技术要点不锈钢的点焊不锈钢的点焊不锈钢焊接技术要点不锈钢焊接技术要点可淬硬钢的点焊可淬硬钢焊接技术要点可淬硬钢焊接技术要点带回火双脉冲点焊的组织分布示意图可淬硬钢焊接技

电阻焊(以点焊机为主)工艺简介.pdf
沈阳骏瀚焊接设备有限公司业务员培训资料业务员内部培训资料专业生产电阻焊、自动焊。主要产品有:点焊机、对焊机、缝焊机、滚焊机、排焊机、龙门式丝网焊机、中频点焊机等各类阻焊、弧焊非标自动化设备。电话:024-62634271邮箱:syjuntengfa@163.com网址:www.world-welding.com沈阳骏瀚焊接设备有限公司业务员培训资料一、电阻焊——将要焊接的工件置于两电极之间加压,并对焊接处通以电流,利用工件电阻产生的热量加热使其达到局部熔化或达到塑性状态,断电后在压力的继续作用下形成牢固接

汽车车身电阻点焊虚焊问题浅析.docx
汽车车身电阻点焊虚焊问题浅析汽车车身电阻点焊是一种常用的连接方法,用于将车身各部件进行连接。然而在实际应用中,由于焊接工艺的原因,可能会出现虚焊问题。本文将从虚焊原因、影响因素和解决方法三个方面进行分析,以期对汽车车身电阻点焊虚焊问题有一个较为全面的了解。虚焊是指在电阻点焊过程中,焊接电流通不过车身部件,导致焊点质量问题。主要原因可以归纳为两个方面:焊接工艺问题和材料问题。首先看焊接工艺问题。焊接工艺的不合理是导致虚焊的重要原因之一。焊机的电流和电压设置不准确,焊接时间不合适等都会导致虚焊问题的发生。此外
电阻点焊部和电阻点焊方法、以及电阻点焊接头和电阻点焊接头的制造方法.pdf
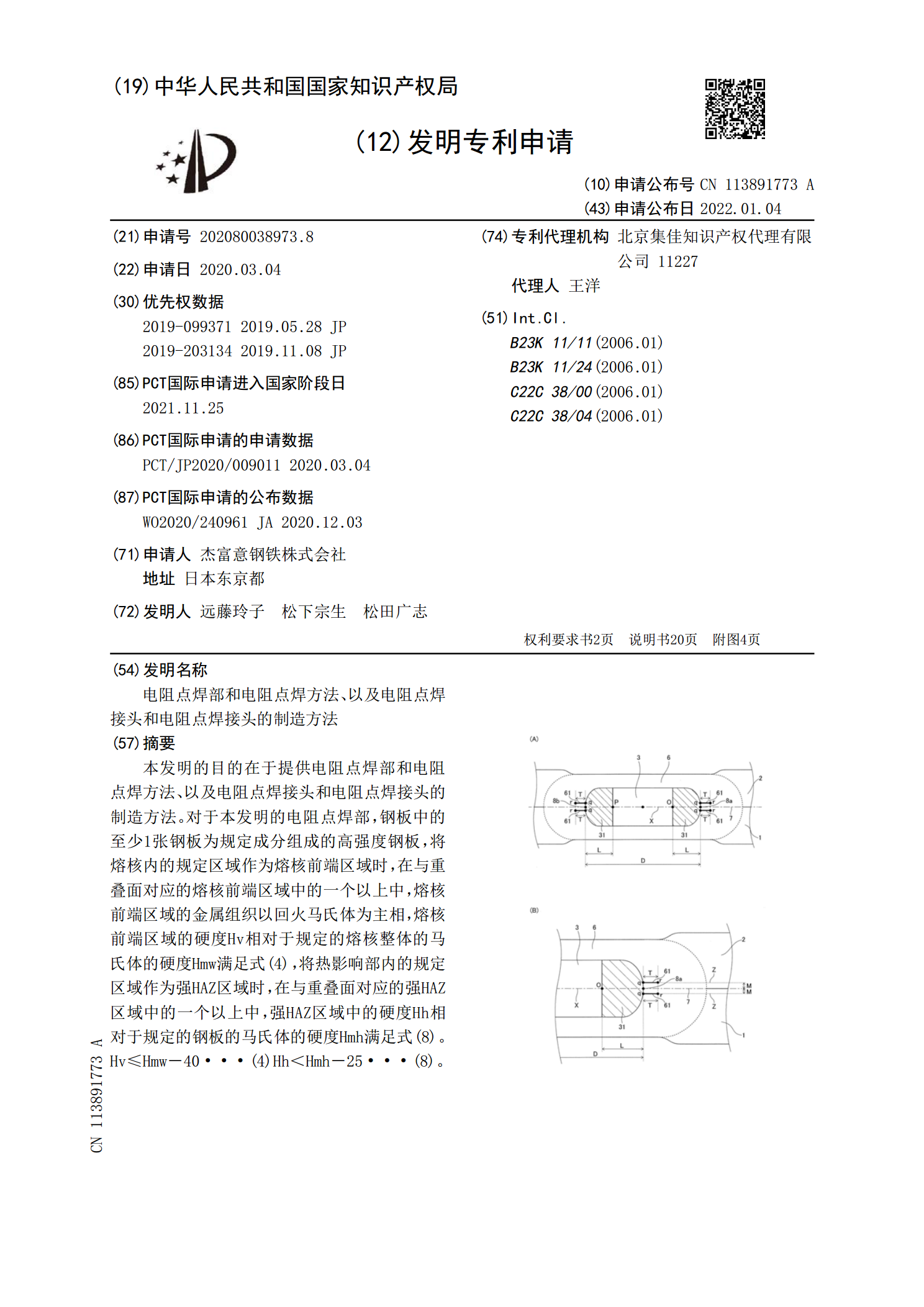
本发明的目的在于提供电阻点焊部和电阻点焊方法、以及电阻点焊接头和电阻点焊接头的制造方法。对于本发明的电阻点焊部,钢板中的至少1张钢板为规定成分组成的高强度钢板,将熔核内的规定区域作为熔核前端区域时,在与重叠面对应的熔核前端区域中的一个以上中,熔核前端区域的金属组织以回火马氏体为主相,熔核前端区域的硬度Hv相对于规定的熔核整体的马氏体的硬度Hmw满足式(4),将热影响部内的规定区域作为强HAZ区域时,在与重叠面对应的强HAZ区域中的一个以上中,强HAZ区域中的硬度Hh相对于规定的钢板的马氏体的硬度Hmh满足