
一种全自动模压定型设备的抓料吸盘装置.pdf

春景****23

1/10
2/10

3/10

4/10

5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种全自动模压定型设备的抓料吸盘装置.pdf
本发明公开了一种全自动模压定型设备的抓料吸盘装置,包括有一个安装板,以及以圆周阵列形式垂直连接在安装板上的至少3个真空吸附组件构成,各个真空吸附组件分别与真空发生器相连;安装板上成型有用以调整吸附组件位置的条形孔。所述真空吸附组件包括有依次连接的负压接头、过渡连接件和吸料管,所述吸料管中部位于一个缓冲套内,吸料管下部与缓冲套上部之间连接有一个缓冲弹簧;缓冲套外壁连接有两个夹紧螺母,真空吸附组件穿过条形孔并通过该两个夹紧螺母与安装板固定。所述的抓料吸盘装置通过多个真空吸附组件配合,减小单个真空吸附组件的吸力

一种全自动模压定型设备的出料系统.pdf
本发明公开了一种全自动模压定型设备的出料系统,包括有机架,安装在机架上的下模循环输送机构和成品储料机构,所述下模循环输送机构上装载有至少三个下模具;所述机架上位于下模循环输送机构和成品储料机构上方安装有用以将原料从下模循环输送机构输送到成品储料机构上的下料机构;所述的下模循环输送机构、下料机构和成品储料机构分别与控制系统连接。通过下料机构将原料模压成型后的成品送到成品储料机构,由于上述步骤是在控制系统操控下自动完成,加工效率高。工人只需在成品储料机构的所有成型料筒全部装满原料的成品之前更换空的成型料筒即可

一种全自动模压定型设备的下料装置.pdf
本发明公开了一种全自动模压定型设备的下料装置,包括有机架,安装在机架上的下模循环输送机构,所述下模循环输送机构上装载有下模具;所述机架上位于下模循环输送机构上方安装有下料机构;所述的下料机构包括有水平安装在机架上的移料气缸b,与移料气缸b的活塞杆连接的移料板b,纵向安装在移料板b上且活塞杆朝下的下料气缸,以及连接在下料气缸活塞杆上的吸盘;所述机架上位于下料机构所处工位的转盘下方安装有用以将成型后原料自下而上顶出的上顶气缸。通过上顶气缸配合上顶针、下顶针可在原料成型之后方便地将原料顶出下模具,同时通过下料气
一种全自动模压定型设备.pdf
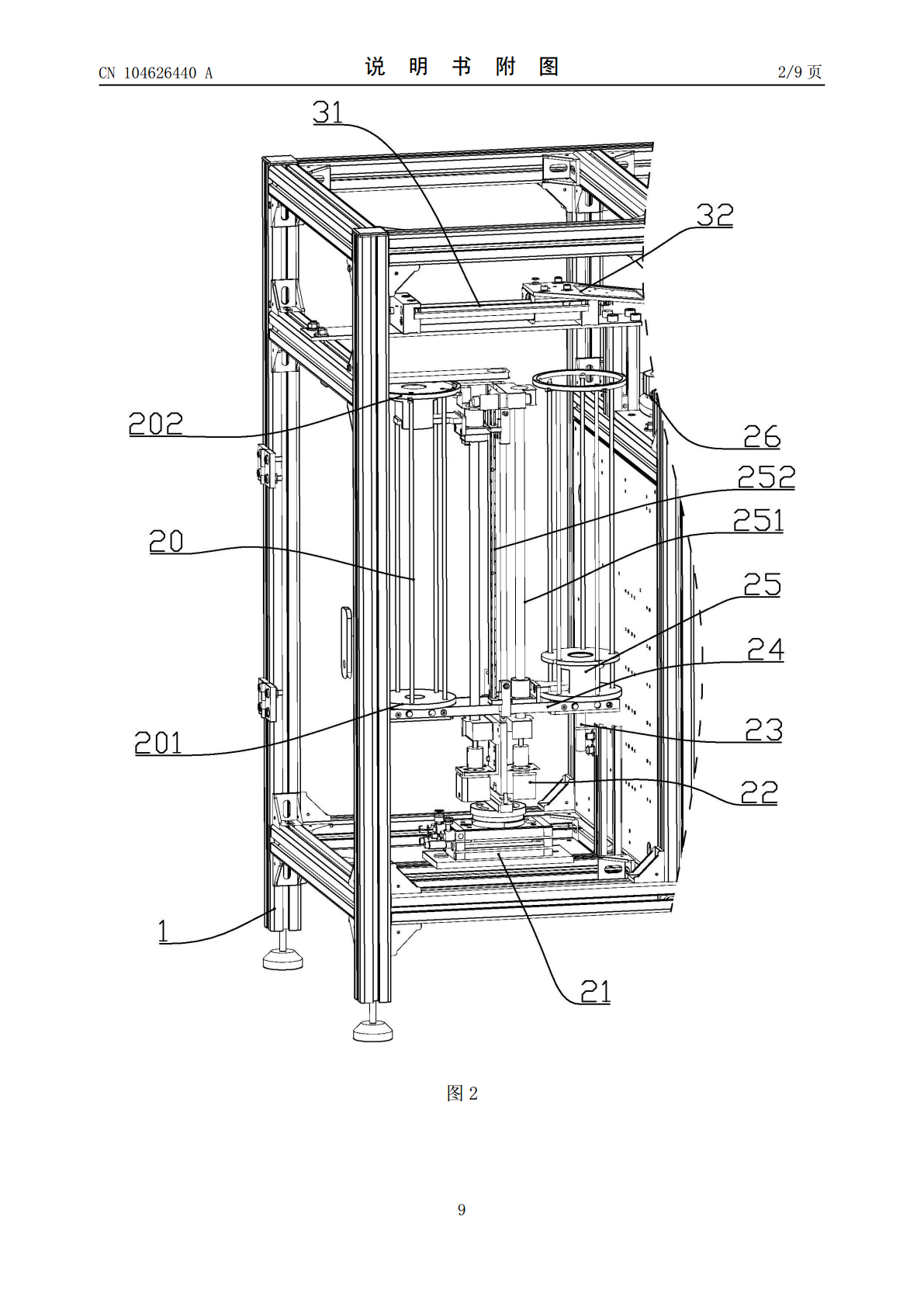
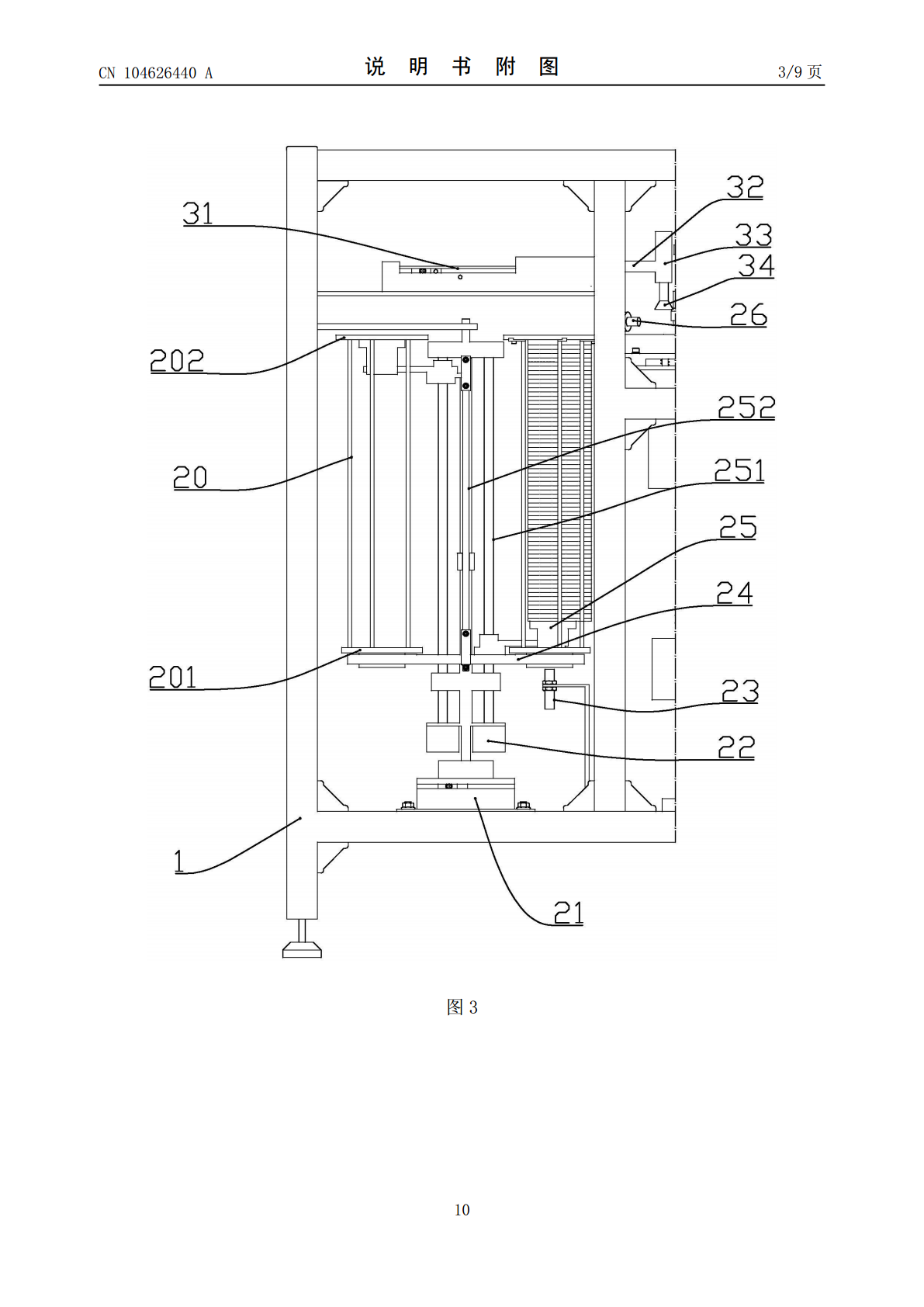
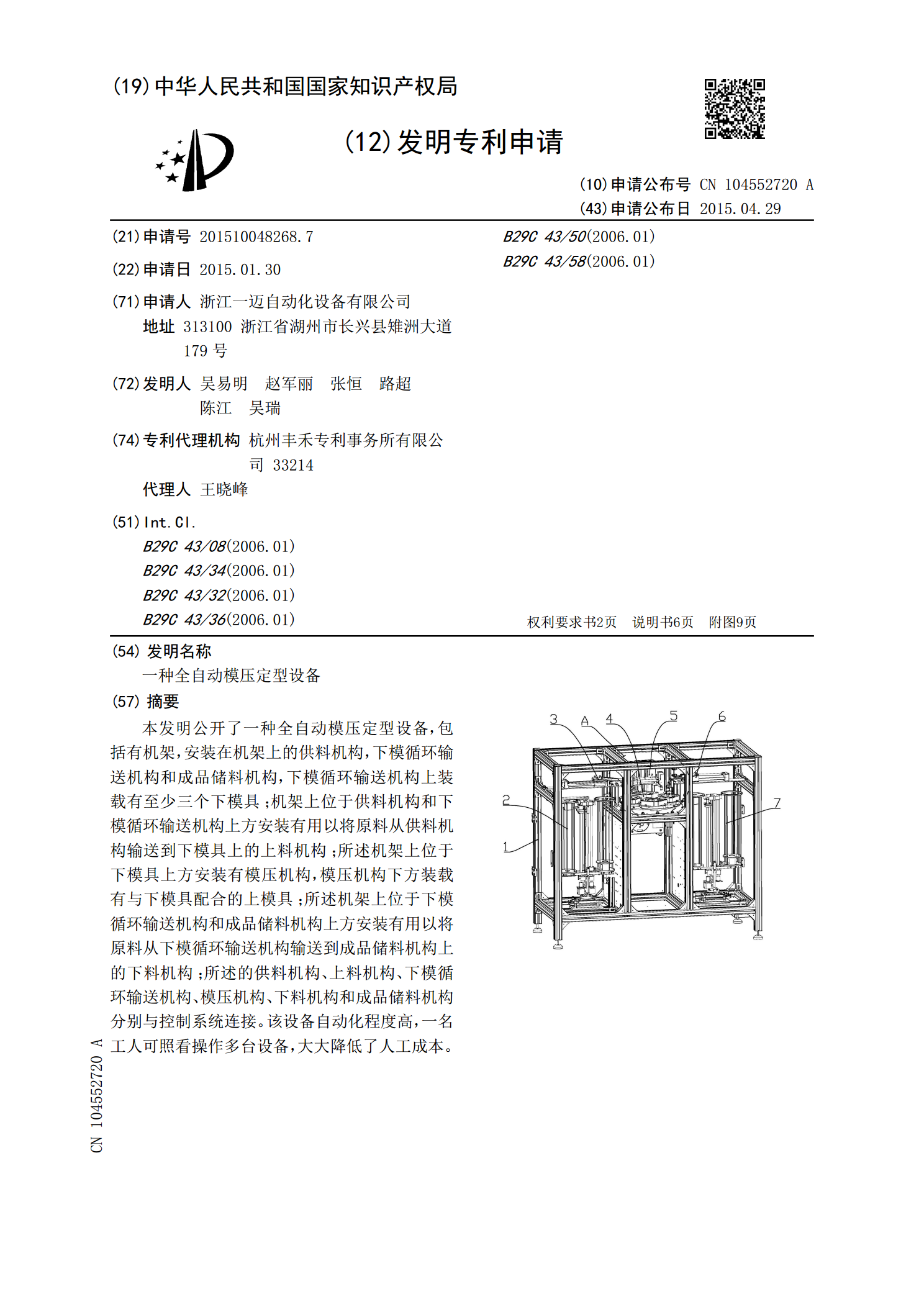
本发明公开了一种全自动模压定型设备,包括有机架,安装在机架上的供料机构,下模循环输送机构和成品储料机构,下模循环输送机构上装载有至少三个下模具;机架上位于供料机构和下模循环输送机构上方安装有用以将原料从供料机构输送到下模具上的上料机构;所述机架上位于下模具上方安装有模压机构,模压机构下方装载有与下模具配合的上模具;所述机架上位于下模循环输送机构和成品储料机构上方安装有用以将原料从下模循环输送机构输送到成品储料机构上的下料机构;所述的供料机构、上料机构、下模循环输送机构、模压机构、下料机构和成品储料机构分别

一种全自动模压定型设备的下料系统.pdf
本发明公开了一种全自动模压定型设备的下料系统,包括有机架,安装在机架上的下模循环输送机构,所述下模循环输送机构上装载有下模具;所述机架上位于下模循环输送机构上方安装有下料机构;所述的下料机构包括有水平安装在机架上的移料气缸b,与移料气缸b的活塞杆连接的移料板b,纵向安装在移料板b上且活塞杆朝下的下料气缸,以及连接在下料气缸活塞杆上的吸盘;所述机架上位于下料机构所处工位的转盘下方安装有用以将成型后原料自下而上顶出的上顶气缸。通过上顶气缸配合上顶针、下顶针可在原料成型之后方便地将原料顶出下模具,同时通过下料气