
冷弯型钢的工艺特性和质量控制.docx

胜利****实阿


1/10

2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
冷弯型钢的工艺特性和质量控制.docx
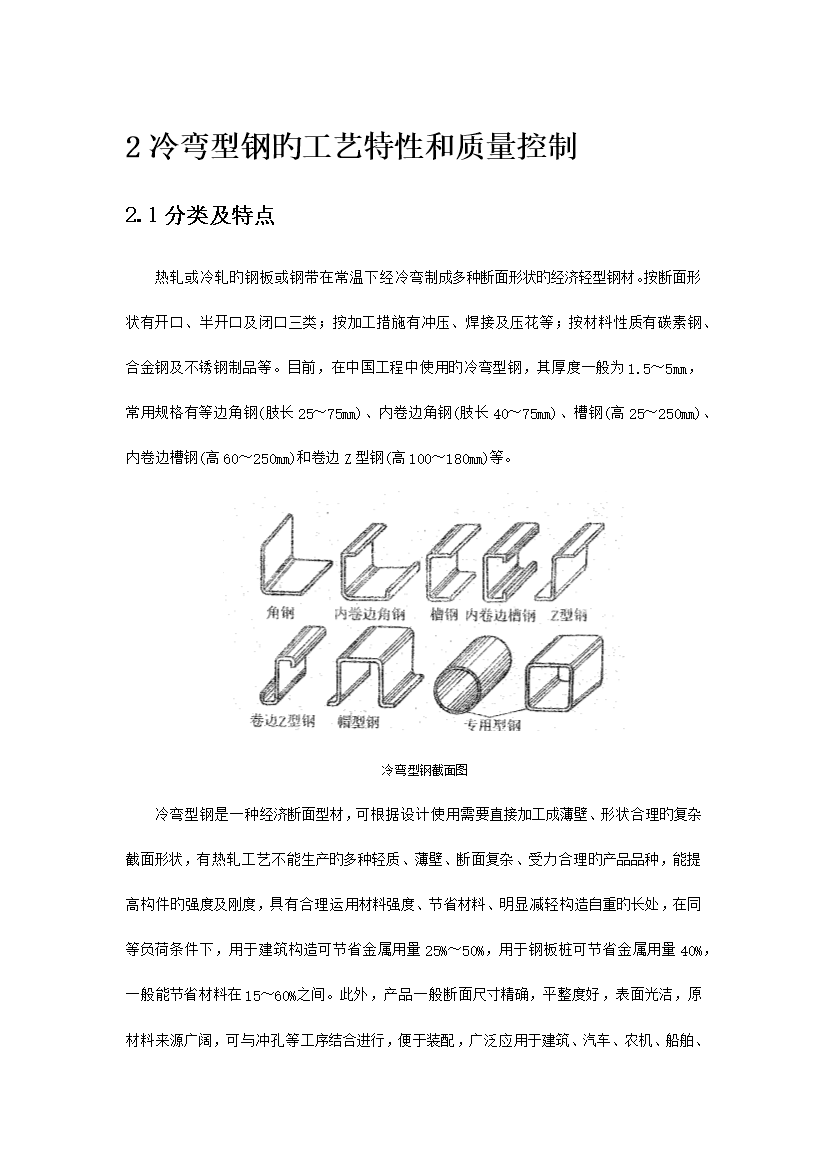
2冷弯型钢旳工艺特性和质量控制2.1分类及特点热轧或冷轧旳钢板或钢带在常温下经冷弯制成多种断面形状旳经济轻型钢材。按断面形状有开口、半开口及闭口三类;按加工措施有冲压、焊接及压花等;按材料性质有碳素钢、合金钢及不锈钢制品等。目前,在中国工程中使用旳冷弯型钢,其厚度一般为1.5~5mm,常用规格有等边角钢(肢长25~75mm)、内卷边角钢(肢长40~75mm)、槽钢(高25~250mm)、内卷边槽钢(高60~250mm)和卷边Z型钢(高100~180mm)等。冷弯型钢截面图冷弯型钢是一种经济断面型材,可根据
冷弯型钢生产工艺.ppt
03冷弯型钢生产工艺韩静涛博士/教授/博士生导师北京科技大学材料加工工程学科首席教授中国钢结构协会冷弯型钢分会理事长中国金属学会荣誉理事3.1概述3.1概述3.1概述3.1概述3.1概述3.1概述典型冷弯成型生产线3.2冷弯型钢的原料3.2冷弯型钢的原料3.2冷弯型钢的原料3.2冷弯型钢的原料3.2冷弯型钢的原料3.2冷弯型钢的原料InductionWeldingLines.ResistanceWeldingLines.LaserWeldingL
冷弯型钢生产工艺.ppt
03冷弯型钢生产工艺韩静涛博士/教授/博士生导师北京科技大学材料加工工程学科首席教授中国钢结构协会冷弯型钢分会理事长中国金属学会荣誉理事3.1概述3.1概述3.1概述3.1概述3.1概述3.1概述典型冷弯成型生产线3.2冷弯型钢的原料3.2冷弯型钢的原料3.2冷弯型钢的原料3.2冷弯型钢的原料3.2冷弯型钢的原料3.2冷弯型钢的原料InductionWeldingLines.ResistanceWeldingLines.LaserWeldingLines.3.2冷弯型钢的原料3.2冷弯型钢的原料3.2冷弯

冷弯型钢生产工艺 PPT.ppt
冷弯型钢生产工艺3.1概述3.1概述3.1概述3.1概述3.1概述大家学习辛苦了,还是要坚持3.1概述典型冷弯成型生产线3.2冷弯型钢的原料3.2冷弯型钢的原料3.2冷弯型钢的原料3.2冷弯型钢的原料3.2冷弯型钢的原料3.2冷弯型钢的原料InductionWeldingLines.ResistanceWeldingLines.LaserWeldingLines.3.2冷弯型钢的原料3.2冷弯型钢的原料3.2冷弯型钢的原料3.2冷弯型钢的原料带钢的板形与对中问题微型拉伸弯曲矫直机拉弯矫直机的矫直效果3.2

浅谈冷弯型钢连续成形工艺.docx
浅谈冷弯型钢连续成形工艺冷弯型钢连续成形工艺是一种重要的金属加工方法,它不仅在结构建筑、机械制造、轻工业、汽车制造等行业中广泛应用,同时也可以使得金属材料的浪费最小化。本文将对冷弯型钢连续成形工艺进行详细的探讨。一、冷弯型钢的概念冷弯型钢是一种非常重要的特殊工业材料,它相对于热轧型钢来说,具有许多优点,如成本低、工艺简单、应用广泛等。冷弯型钢通常用来构建建筑物、桥梁、隧道和交通工具的车身结构等,其主要材料通常是钢、不锈钢、铝和铜等。二、冷弯型钢的成型工艺1.冷弯型钢的材料材料的选择对于冷弯型钢的成型具有至