
焊工培训基础教材.ppt

鹏飞****可爱

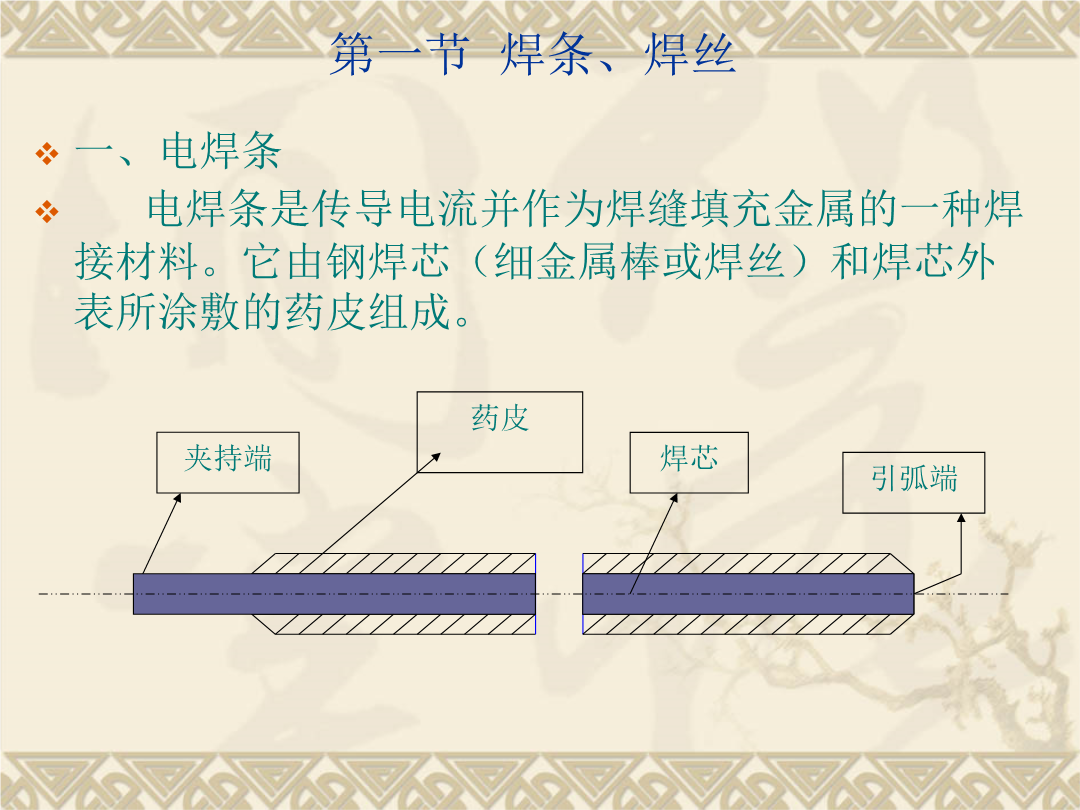
1/10
2/10

3/10

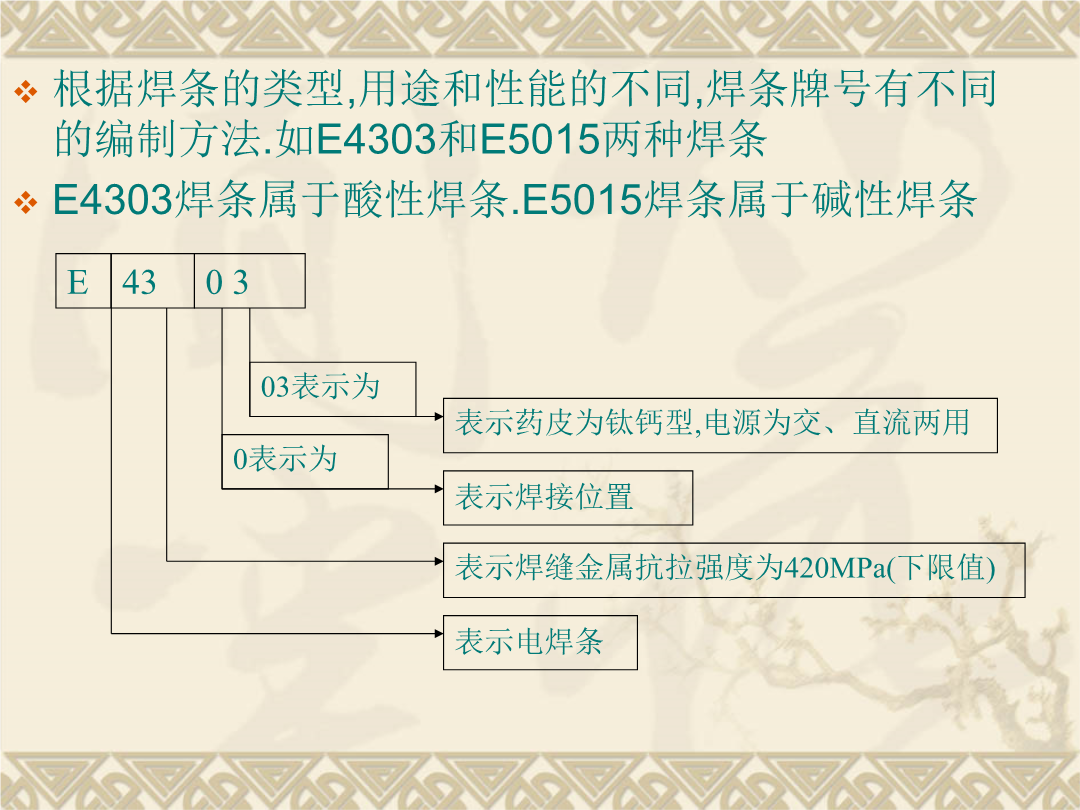
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共78页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
焊工培训基础教材.ppt
焊工培训基础教材二、电焊机㈠电焊机的作用及其分类电焊机是将电弧电能转变为电弧热能的一种焊接设备。电焊机一般分为交流弧焊机,支流弧焊机(旋转式)和硅整流弧焊机三大类。常用的弧焊机有:BX1-330型动铁芯漏磁式交流弧焊机和AX-320型旋转式裂极直流弧焊机两种。㈡BX1-330型交流焊机的结构及其工作原理这种电焊机的主要结构是由固定铁芯、一次线圈(或初级绕组)和二次线圈(或次级绕组)所组成。BX1-330型焊机的电流调节范围为50450A。调节方法有粗调和细调两种。㈢AX-320型直流弧焊机的结构及工作原

焊工培训基础教材.ppt
焊工培训基础教材二、电焊机㈠电焊机的作用及其分类电焊机是将电弧电能转变为电弧热能的一种焊接设备。电焊机一般分为交流弧焊机,支流弧焊机(旋转式)和硅整流弧焊机三大类。常用的弧焊机有:BX1-330型动铁芯漏磁式交流弧焊机和AX-320型旋转式裂极直流弧焊机两种。㈡BX1-330型交流焊机的结构及其工作原理这种电焊机的主要结构是由固定铁芯、一次线圈(或初级绕组)和二次线圈(或次级绕组)所组成。BX1-330型焊机的电流调节范围为50450A。调节方法有粗调和细调两种。㈢AX-320型直流弧焊机的结构及工作原

焊工培训基础教材.ppt
焊工培训基础教材二、电焊机㈠电焊机的作用及其分类电焊机是将电弧电能转变为电弧热能的一种焊接设备。电焊机一般分为交流弧焊机支流弧焊机(旋转式)和硅整流弧焊机三大类。常用的弧焊机有:BX1-330型动铁芯漏磁式交流弧焊机和AX-320型旋转式裂极直流弧焊机两种。㈡BX1-330型交流焊机的结构及其工作原理这种电焊机的主要结构是由固定铁芯、一次线圈(或初级绕组)和二次线圈(或次级绕组)所组成。BX1-330型焊机的电流调节范围为50450A。调节方法有
焊工培训基础教材ppt课件.ppt
焊工培训基础教材二、电焊机㈠电焊机的作用及其分类电焊机是将电弧电能转变为电弧热能的一种焊接设备。电焊机一般分为交流弧焊机,支流弧焊机(旋转式)和硅整流弧焊机三大类。常用的弧焊机有:BX1-330型动铁芯漏磁式交流弧焊机和AX-320型旋转式裂极直流弧焊机两种。㈡BX1-330型交流焊机的结构及其工作原理这种电焊机的主要结构是由固定铁芯、一次线圈(或初级绕组)和二次线圈(或次级绕组)所组成。BX1-330型焊机的电流调节范围为50450A。调节方法有粗调和细调两种。㈢AX-320型直流弧焊机的结构及工作原
焊工培训教材.pdf
电焊工培训内容电焊工属国家安全生产监督局规定的特种作业工种。特种作业人员必须接受与本工种相适应的、专门的安全技术培训、经安全技术理论考核和实际操作技能考核合格,取得特种作业操作证后,方可上岗作业;未经培训,或培训考核不合格者,不得上岗作业。一、初级培训内容:识图知识,常用金属材料一般知识,热处理一般知识,常用电弧焊工艺知识,常用焊接材料知识,焊接接头及焊缝形式知识、平面对接焊接实训培训对象:18周岁以上体检合格,初中以上文化。二、中级培训内容:金属学及热处理基础知识,焊工电工基础知识,焊接电弧及焊接冶金知