
一种电焊面罩检测装置及其检测方法.pdf

努力****幻翠

1/10
2/10

3/10

4/10
5/10

6/10
7/10
8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种电焊面罩检测装置及其检测方法.pdf
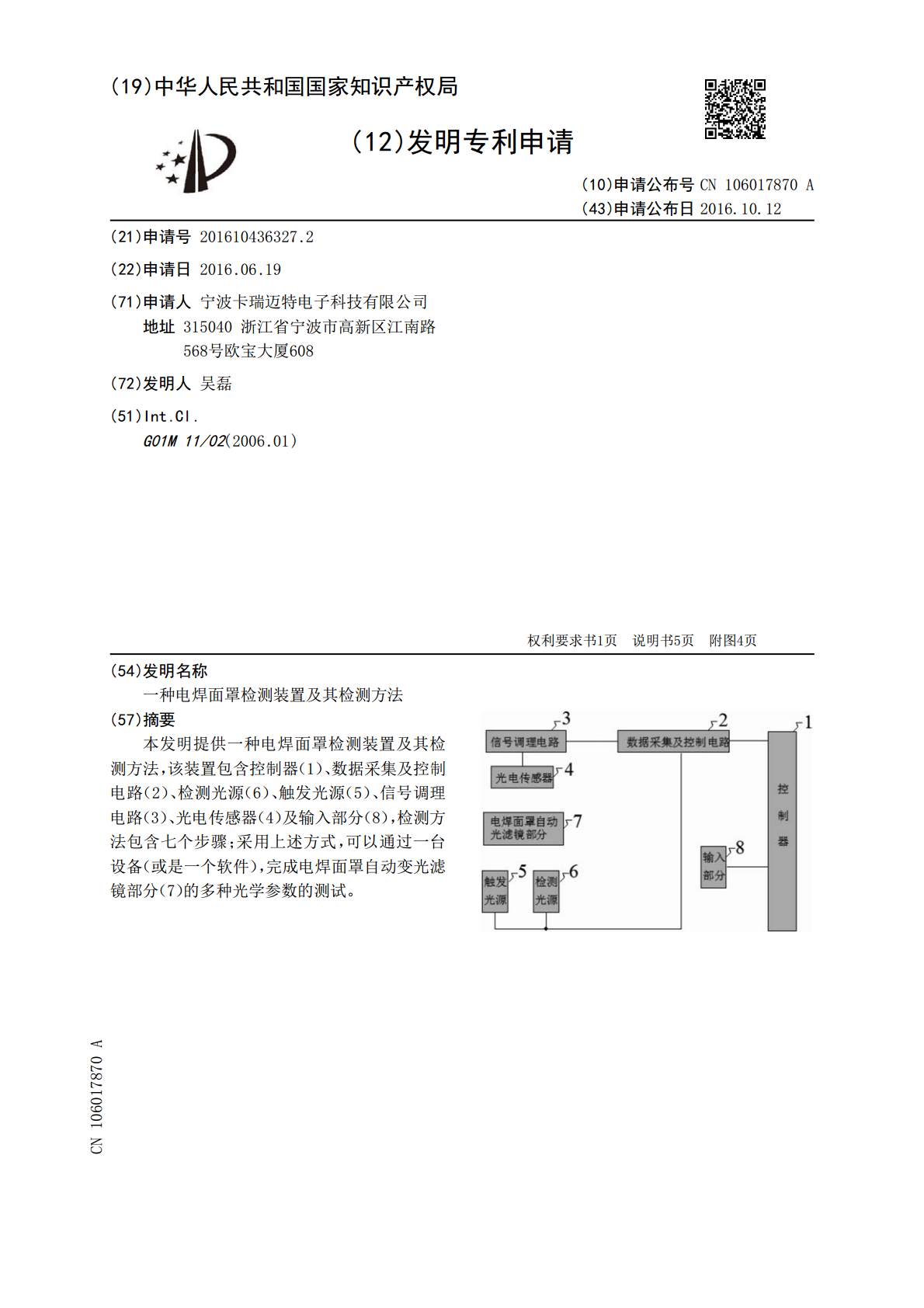
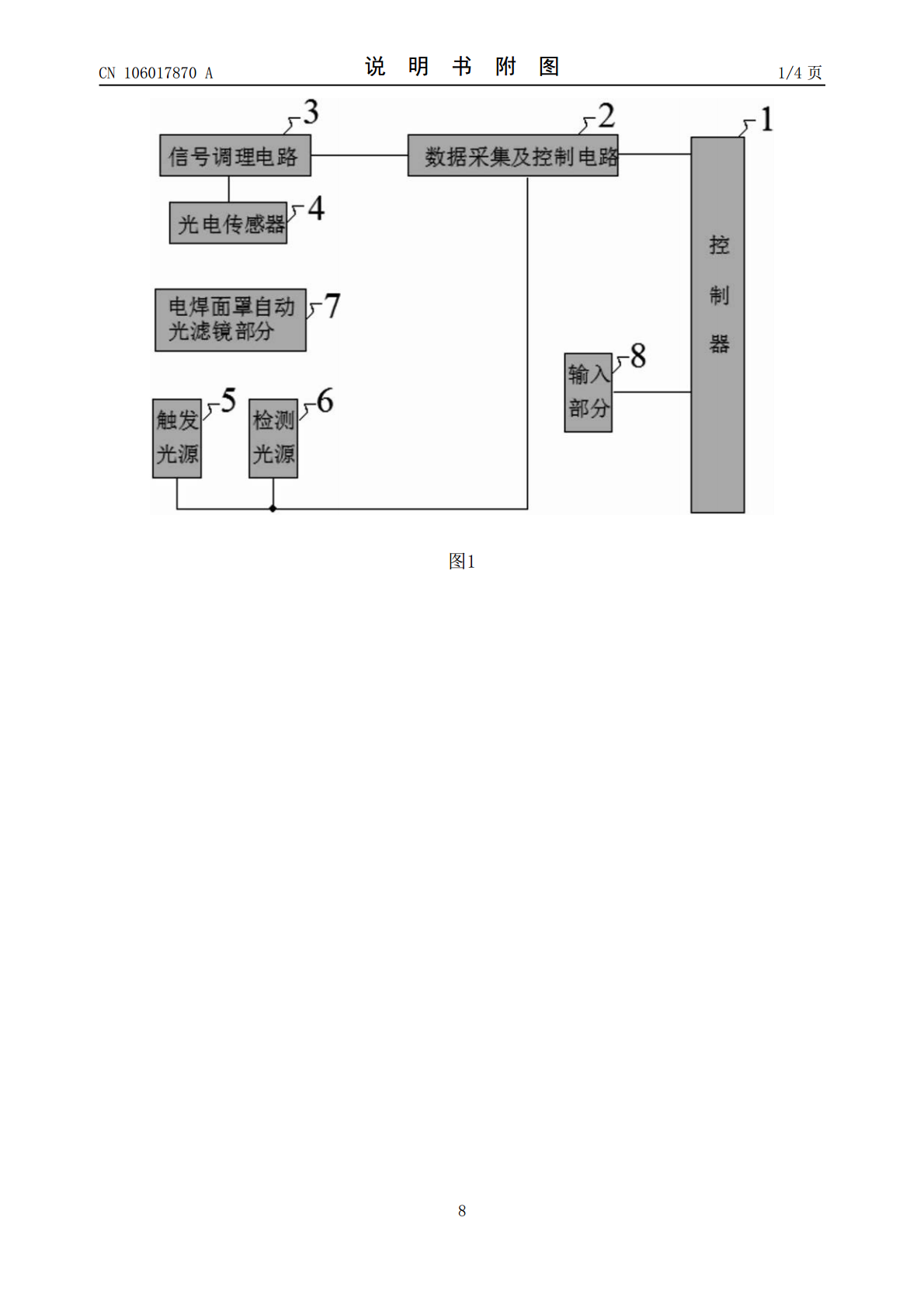
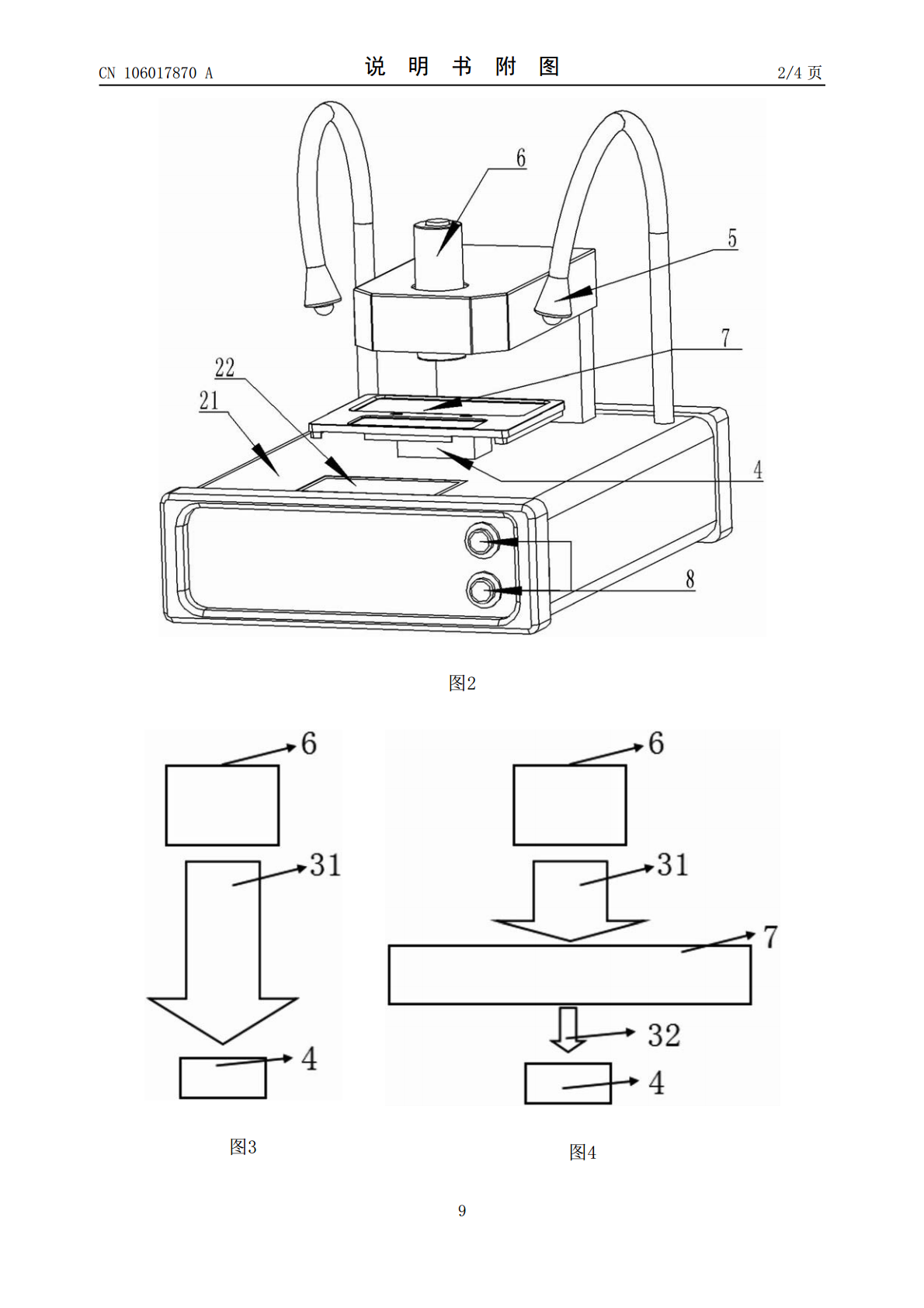
本发明提供一种电焊面罩检测装置及其检测方法,该装置包含控制器(1)、数据采集及控制电路(2)、检测光源(6)、触发光源(5)、信号调理电路(3)、光电传感器(4)及输入部分(8),检测方法包含七个步骤;采用上述方式,可以通过一台设备(或是一个软件),完成电焊面罩自动变光滤镜部分(7)的多种光学参数的测试。
一种电焊面罩检测装置及其检测方法.pdf
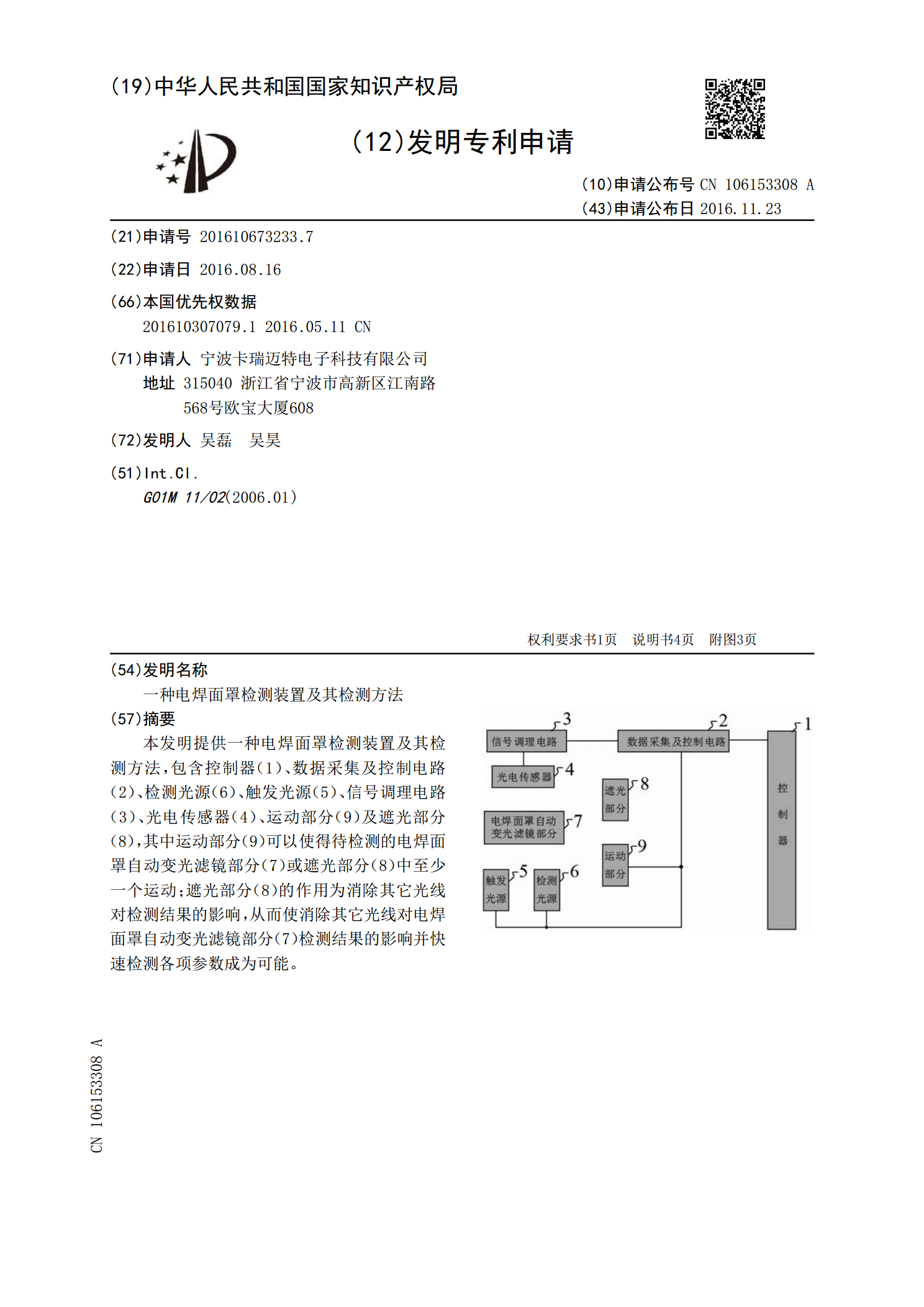
本发明提供一种电焊面罩检测装置及其检测方法,包含控制器(1)、数据采集及控制电路(2)、检测光源(6)、触发光源(5)、信号调理电路(3)、光电传感器(4)、运动部分(9)及遮光部分(8),其中运动部分(9)可以使得待检测的电焊面罩自动变光滤镜部分(7)或遮光部分(8)中至少一个运动;遮光部分(8)的作用为消除其它光线对检测结果的影响,从而使消除其它光线对电焊面罩自动变光滤镜部分(7)检测结果的影响并快速检测各项参数成为可能。
一种电焊面罩及其控制方法.pdf
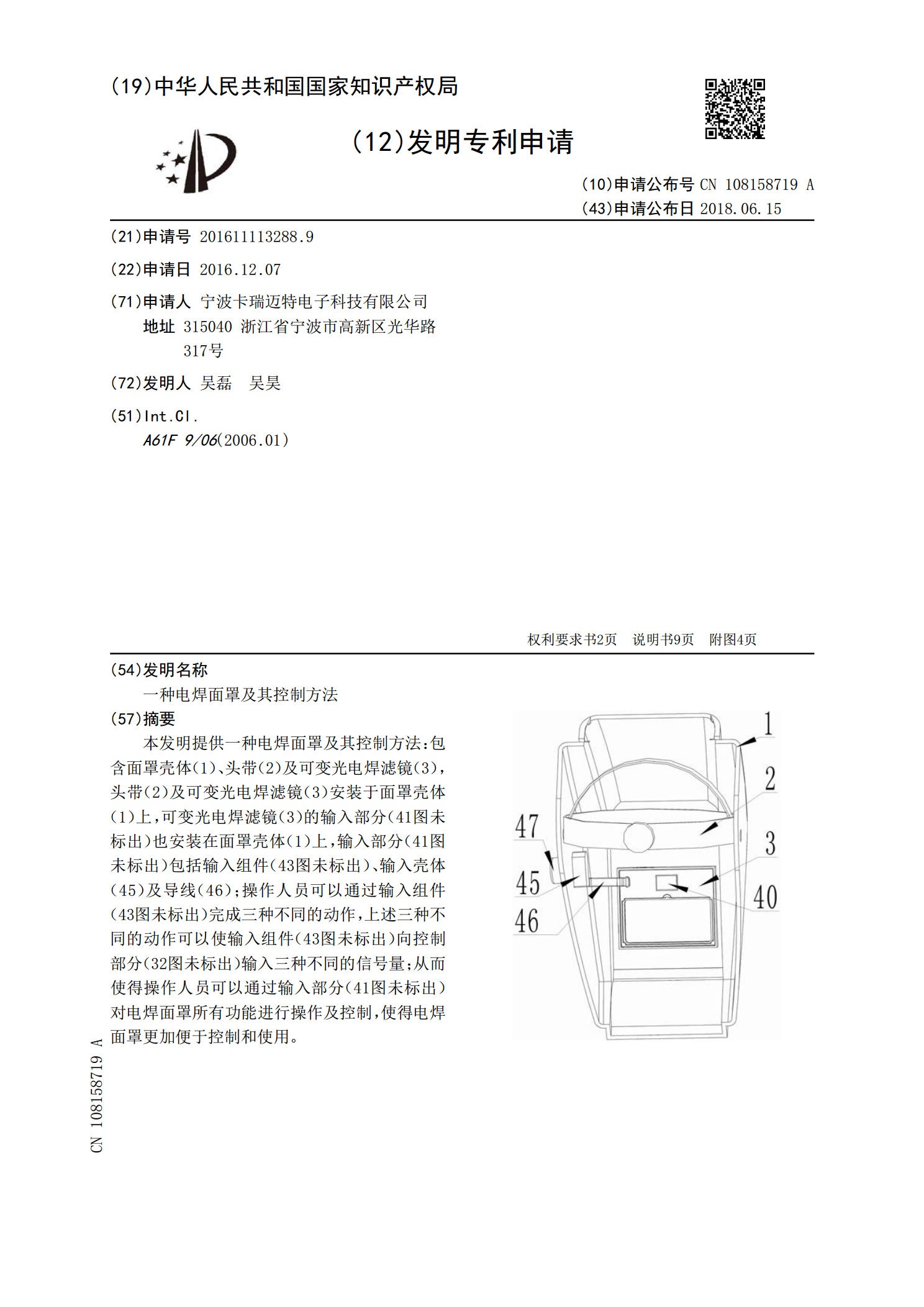
本发明提供一种电焊面罩及其控制方法:包含面罩壳体(1)、头带(2)及可变光电焊滤镜(3),头带(2)及可变光电焊滤镜(3)安装于面罩壳体(1)上,可变光电焊滤镜(3)的输入部分(41图未标出)也安装在面罩壳体(1)上,输入部分(41图未标出)包括输入组件(43图未标出)、输入壳体(45)及导线(46);操作人员可以通过输入组件(43图未标出)完成三种不同的动作,上述三种不同的动作可以使输入组件(43图未标出)向控制部分(32图未标出)输入三种不同的信号量;从而使得操作人员可以通过输入部分(41图未标出)对

一种电焊面罩的老化设备及其老化方法.pdf
本发明提供一种电焊面罩的老化设备及其老化方法,包含运动部分(1)及触发部分(2),运动部分(1)使放置于其上的自动变光电焊面罩(图未示)或是电焊面罩自动变光滤镜(5)按照设定的方式运动;触发部分(2)按照设定方式触发上述自动变光电焊面罩(图未示)或是电焊面罩自动变光滤镜(5),使之反应;上述运动部分(1)及触发部分(2)的配置方式保证放置于运动部分(1)上的自动变光电焊面罩(图未示)或是电焊面罩自动变光滤镜(5)可以被触发部分(2)触发;从而使得自动变光电焊面罩的在线老化成为可能,提高生产合格率,并减少损
一种无损检测装置及其检测方法.pdf
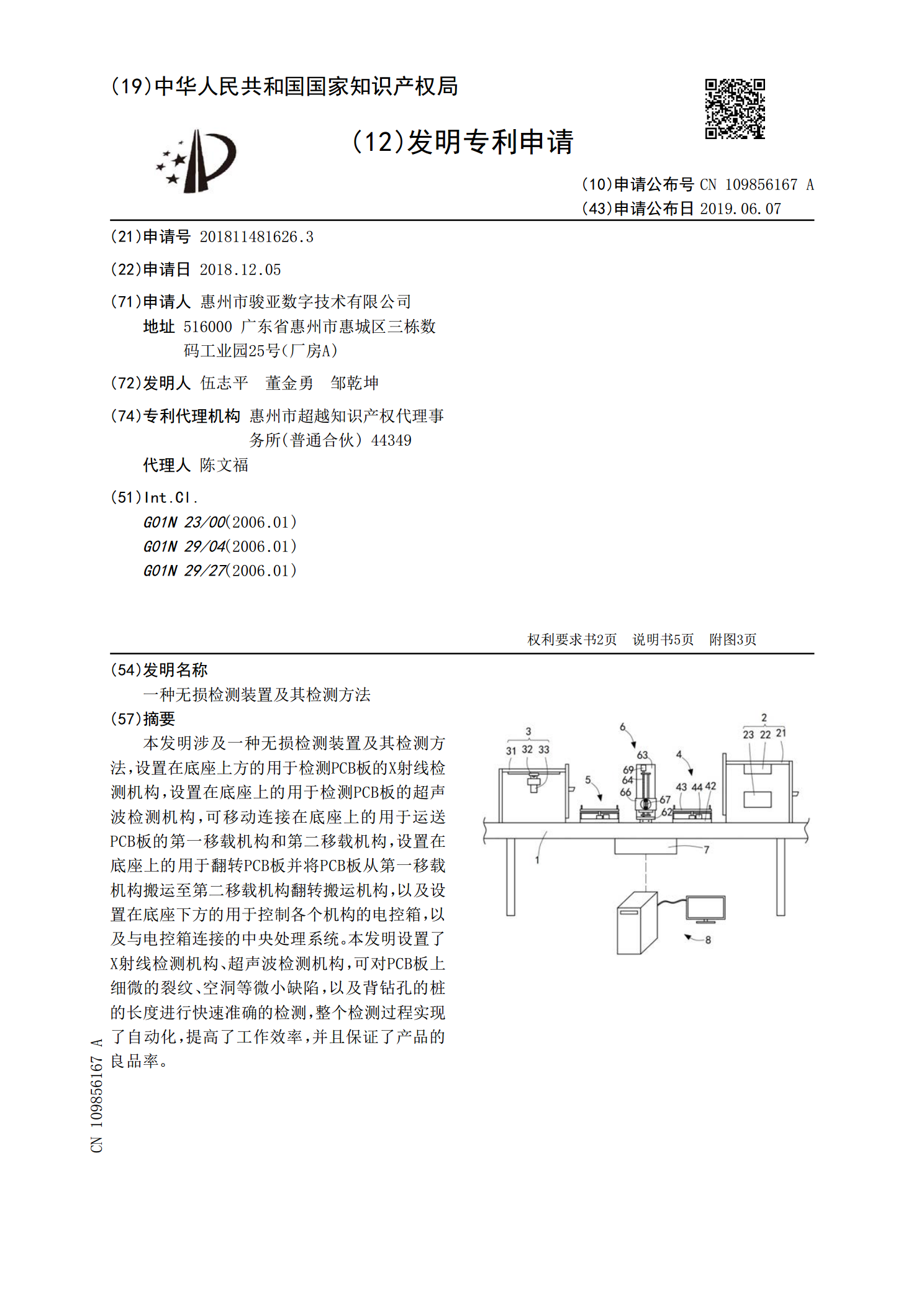
本发明涉及一种无损检测装置及其检测方法,设置在底座上方的用于检测PCB板的X射线检测机构,设置在底座上的用于检测PCB板的超声波检测机构,可移动连接在底座上的用于运送PCB板的第一移载机构和第二移载机构,设置在底座上的用于翻转PCB板并将PCB板从第一移载机构搬运至第二移载机构翻转搬运机构,以及设置在底座下方的用于控制各个机构的电控箱,以及与电控箱连接的中央处理系统。本发明设置了X射线检测机构、超声波检测机构,可对PCB板上细微的裂纹、空洞等微小缺陷,以及背钻孔的桩的长度进行快速准确的检测,整个检测过程实