
一种表面修磨装置.pdf

森林****io


1/10
2/10
3/10
4/10
5/10

6/10

7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种表面修磨装置.pdf
本发明公开了一种表面修磨装置,它属于工件修磨领域,包括磨片和摆动机构,所述磨片固定在摆动机构上,所述摆动机构设有驱动装置驱动,所述驱动装置通过摆动机构带动磨片摆动,所述摆动机构包括偏心轴和传动元件,所述传动元件一端设有长圆孔,所述偏心轴在长圆孔内转动带动传动元件摆动,本发明解决“墙角”形狭小区域的打磨,进一步提高修磨效率,降低磨片断裂安全隐患和磨片成本。

一种钢管内表面修磨装置.pdf
本发明公开了一种钢管内表面修磨装置,包括支杆和底板,所述底板顶端的一侧焊接有支杆,且支杆的顶端安装有螺纹套,所述螺纹套的内部设置有螺杆,且螺杆的一端焊接有转头,所述螺杆的另一端通过轴承安装有电机箱,且电机箱的内部设置有驱动电机,所述驱动电机的输出端安装有中心块,所述调节结构设置于中心块的顶端,所述调节结构的顶端安装有打磨片,所述清理结构设置于打磨片靠近支杆的一侧。本发明通过转动摇柄带动双向螺纹杆转动,使螺纹块在双向螺纹杆的表面向中间移动,从而带动夹板夹紧钢管为止,这样可以使得装置在对钢管内部进行修磨的时候
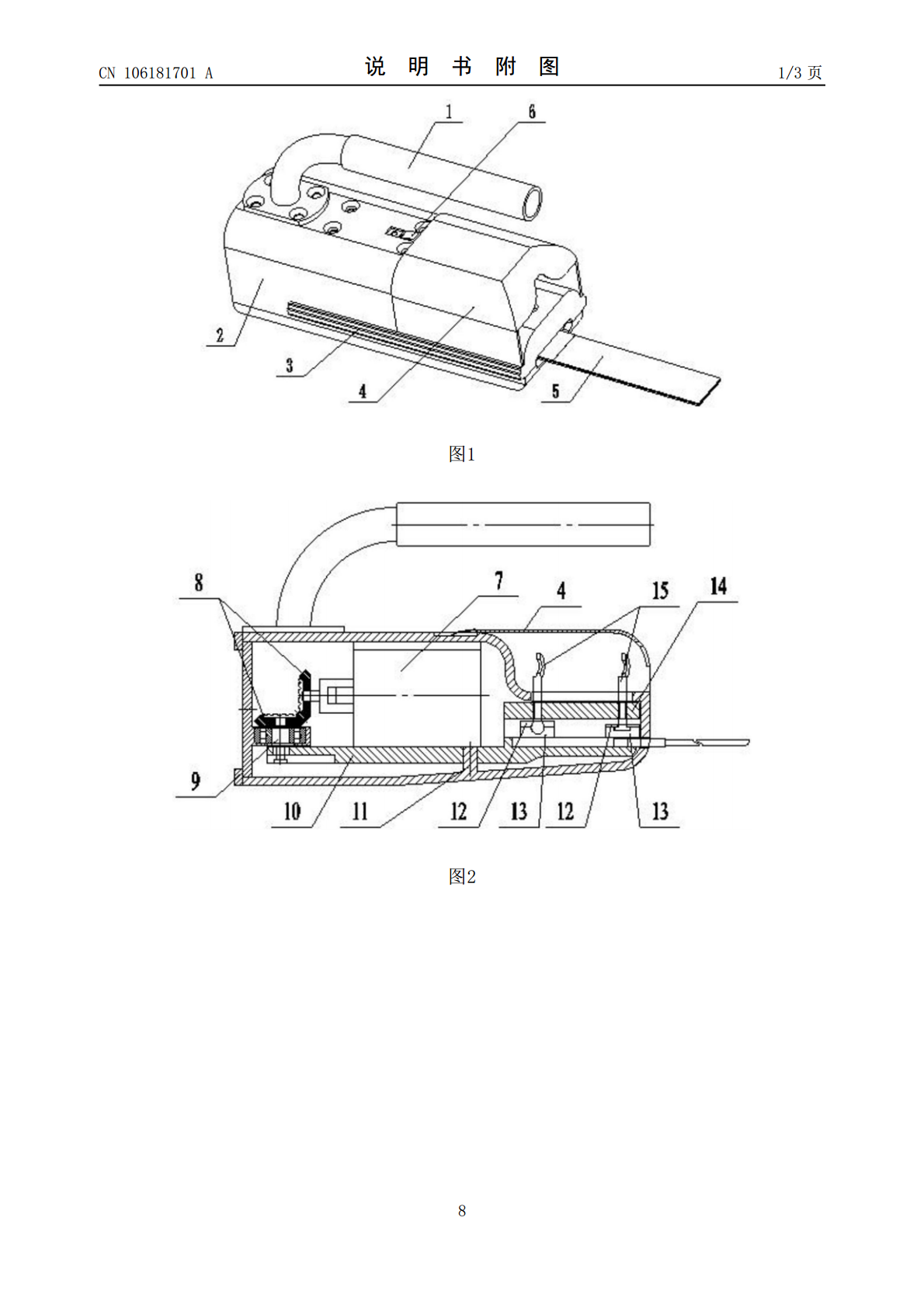
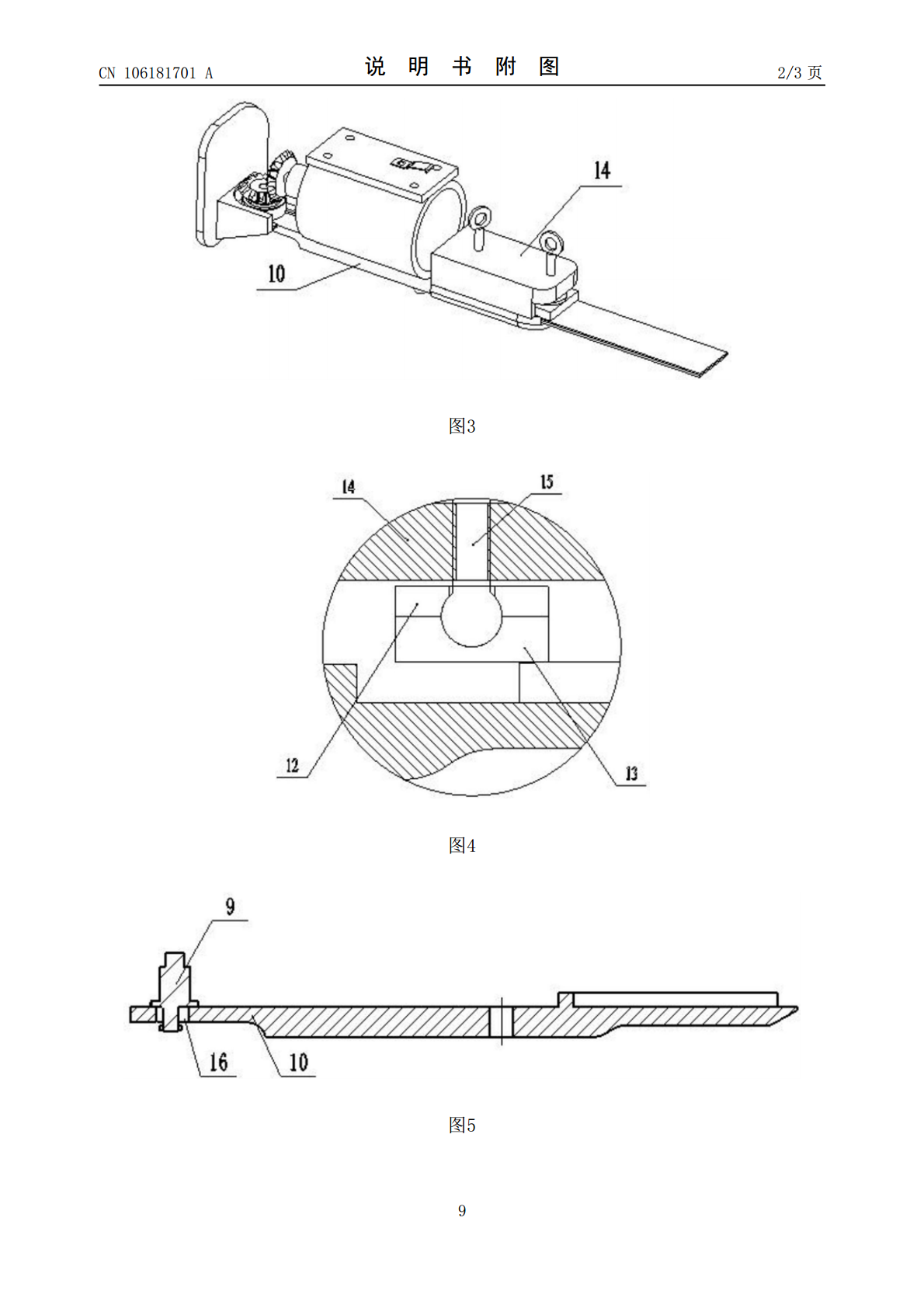
一种用于产品表面修磨的打磨装置.pdf
一种用于产品表面修磨的打磨装置,它涉及一种打磨装置。本发明解决了现有的打磨方式存在劳动强度高、工作效率低、修磨面凹凸不平、修磨质量难以控制的问题。门型支腿(3)的两侧腿沿其长度方向对应加工有条形槽(3‑1),横杆(2)的两端部分别设置有一个螺柱(2‑1),螺柱(2‑1)的一端与横杆(2)固装为一体,横杆(2)的螺柱(2‑1)的另一端穿过相应的条形槽(3‑1)通过第一螺母(4)安装在门型支腿(3)上,横杆(2)的中部加工有螺杆安装孔(2‑2),双头螺杆(1)的一端穿过螺杆安装孔(2‑2)与横杆(2)连接,双
一种聚乙烯保温卷材的表面修磨装置.pdf
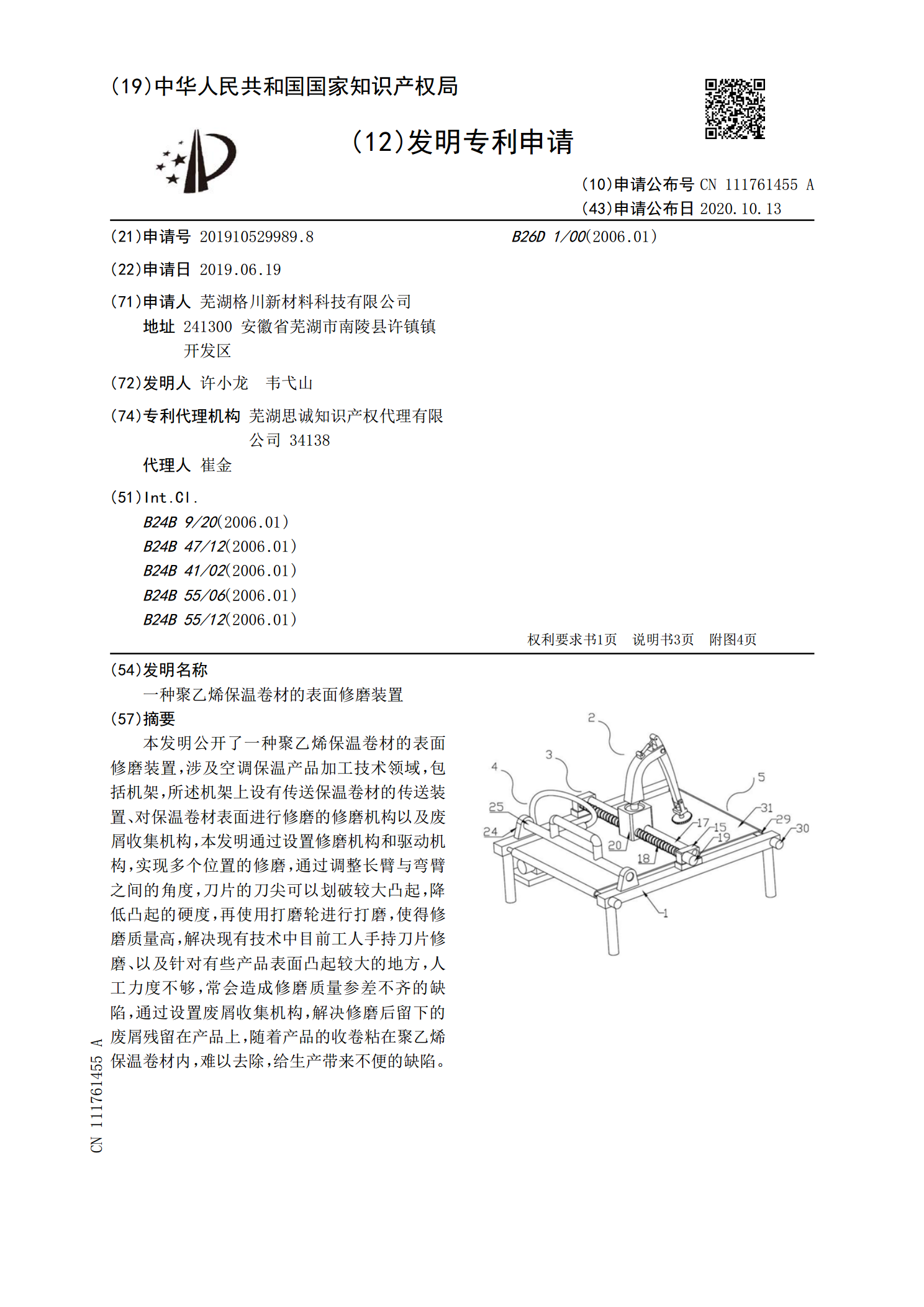
本发明公开了一种聚乙烯保温卷材的表面修磨装置,涉及空调保温产品加工技术领域,包括机架,所述机架上设有传送保温卷材的传送装置、对保温卷材表面进行修磨的修磨机构以及废屑收集机构,本发明通过设置修磨机构和驱动机构,实现多个位置的修磨,通过调整长臂与弯臂之间的角度,刀片的刀尖可以划破较大凸起,降低凸起的硬度,再使用打磨轮进行打磨,使得修磨质量高,解决现有技术中目前工人手持刀片修磨、以及针对有些产品表面凸起较大的地方,人工力度不够,常会造成修磨质量参差不齐的缺陷,通过设置废屑收集机构,解决修磨后留下的废屑残留在产品

一种抗静电陶瓷辊的表面磨修装置.pdf
本发明公开了一种抗静电陶瓷辊的表面磨修装置,包括底座,所述底座的上表面通过两个侧板与顶板的下表面固定连接,所述底座的上表面卡接有第一轴承,所述第一轴承内套接有第一转轴,第一转轴的顶端与第一挤压板的下表面固定连接,第一转轴的底端与第一驱动装置的输出轴固定连接,第一驱动装置的上表面与底座的下表面固定连接,顶板的下表面通过两个电动推杆与横板的上表面固定连接。该抗静电陶瓷辊的表面磨修装置,通过螺纹柱、螺纹筒、第二驱动装置、伸缩杆和打磨装置的相互配合,从而能够根据陶瓷辊的宽度来调节打磨轮的距离,满足了多种陶瓷辊磨修