
检具培训资料01.ppt

鸿朗****ka

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共64页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

检具培训资料01.ppt
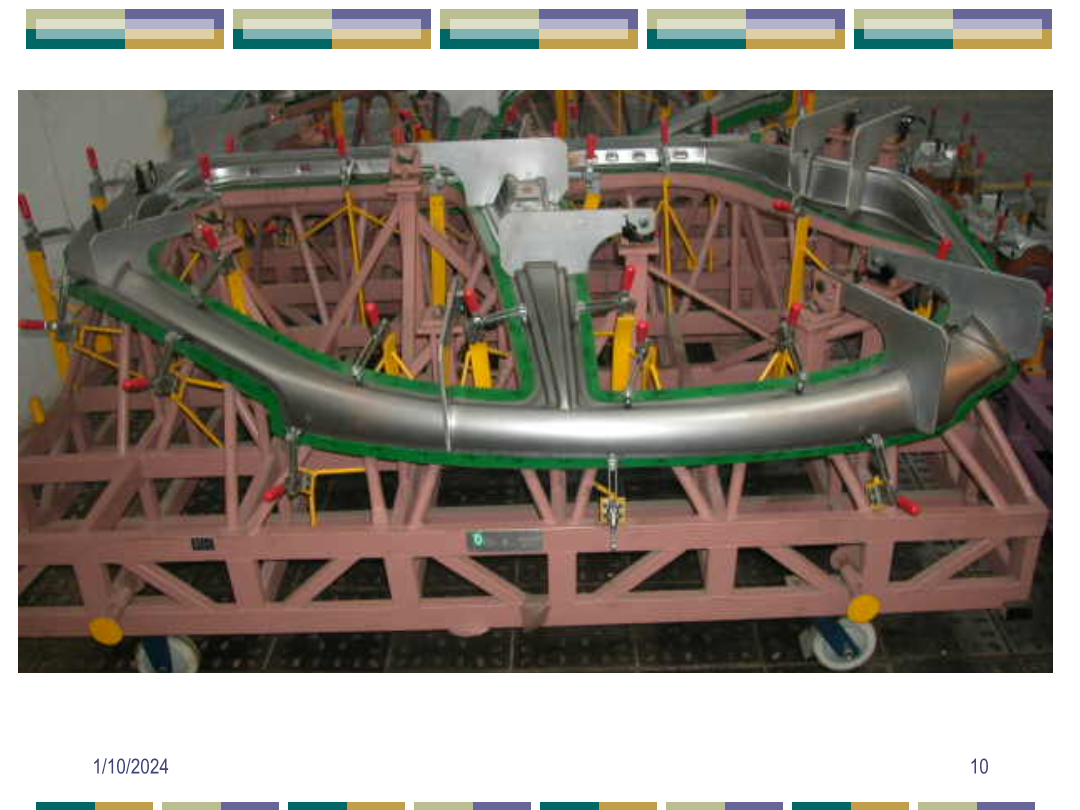
检具基础知识检具概述单件检具介绍车体总成件检具(UG)制作说明实例讲解第一章检具概述检具设计、制造和验收应以产品图纸和主模型(或CAD数据)为基准。当零件无主模型(或CAD数据)时应以产品图纸和经需方认可的样件作为依据。在正常是有频率和良好的保养维护情况下应保证检具与其对应的压延模具和焊接夹具具有相同的使用寿命。检具制作前考虑事项(五点)A、成品要求精度的部位及精度确认方法。B、精度要求的重要度及确认方法。C、成品在冲压件加工时产生变形量考虑。D、使用上的考

检具培训资料.pptx
量检具培训资料.ppt
欢迎您们!万能量具基础知识第一部分计量器具的基础知识第二部分万能量具的分类、原理、构造以及使用方法一、计量器具的分类1.通用量具通用量具是指测量时能体现计量单位的量具。通用性较强一般没有传动放大系统。根据工作原理通用量具可进一步分为标识不可移动量具和标识可移动量具。2.量规量规是无刻度的专用量具。它只能用来检验零件是否合格而不能测得被测零件的具体尺寸
9=量检具培训资料.ppt
欢迎您们!万能量具基础知识第一部分计量器具的基础知识第二部分万能量具的分类、原理、构造以及使用方法一、计量器具的分类1.通用量具通用量具是指测量时能体现计量单位的量具。通用性较强一般没有传动放大系统。根据工作原理通用量具可进一步分为标识不可移动量具和标识可移动量具。2.量规量规是无刻度的专用量具。它只能用来检验零件是否合格而不能测得被测零件的具体尺寸

检具基础知识培训资料.docx
检具基础知识培训资料一、概述检具作为一种重要的检测工具,在现代工业生产过程中发挥着至关重要的作用。本次《检具基础知识培训资料》旨在为广大从业人员提供关于检具的基本知识、操作技能和实际应用等方面的培训,帮助大家更好地理解和掌握检具的使用方法和注意事项。通过本次培训,学员将了解到检具的基本概念、分类、作用及其在工业生产中的应用价值,从而为后续深入学习打下基础。本培训资料涵盖了从检具的基本原理到实际操作技能的全方位内容,既适合新手入门,也可作为资深从业者的参考。在学习过程中,我们将重点强调检具的实际操作能力和问