
钢结构关节球五轴加工中心及其工作方法.pdf

子璇****君淑


1/6
2/6

3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
钢结构关节球五轴加工中心及其工作方法.pdf
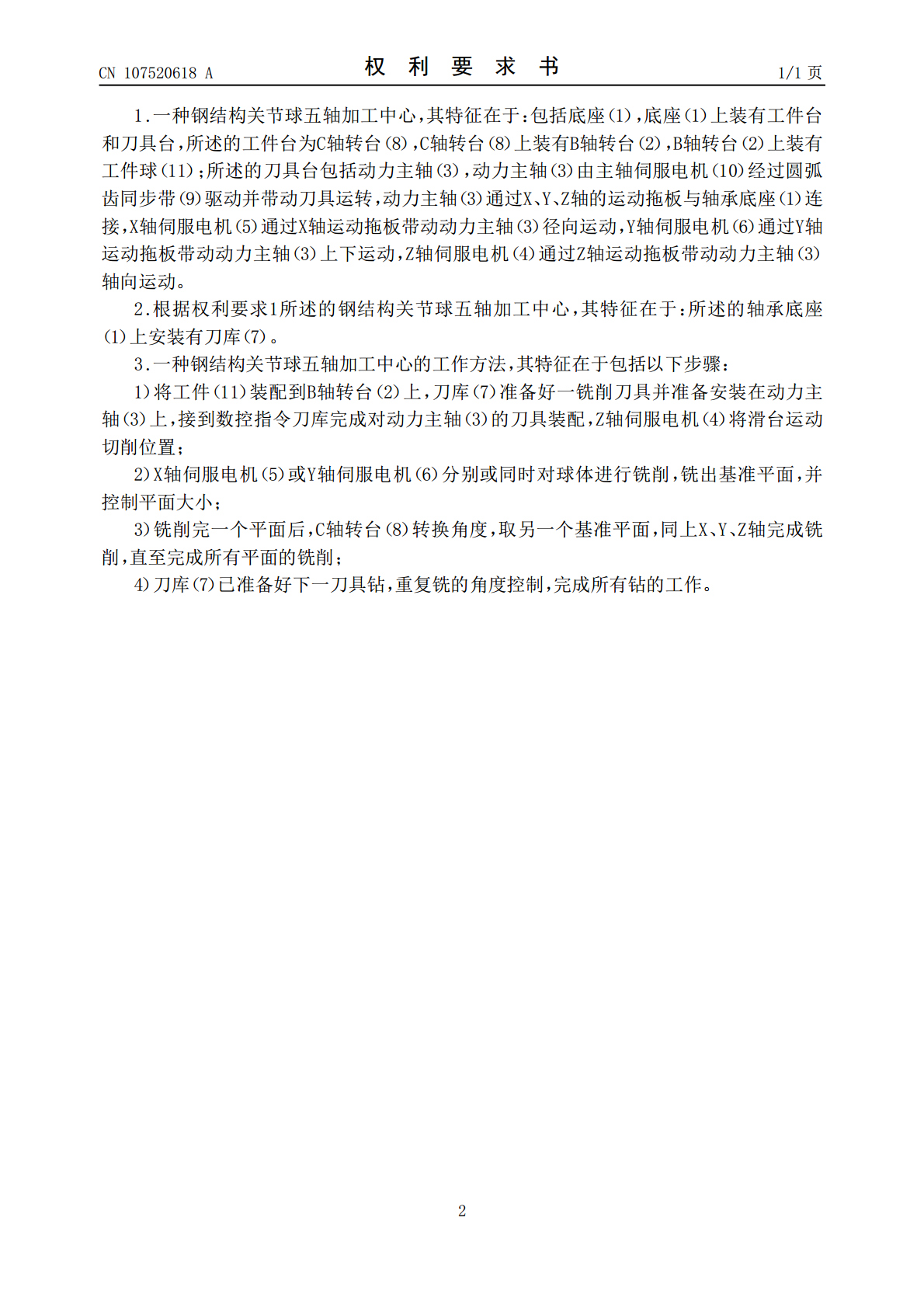
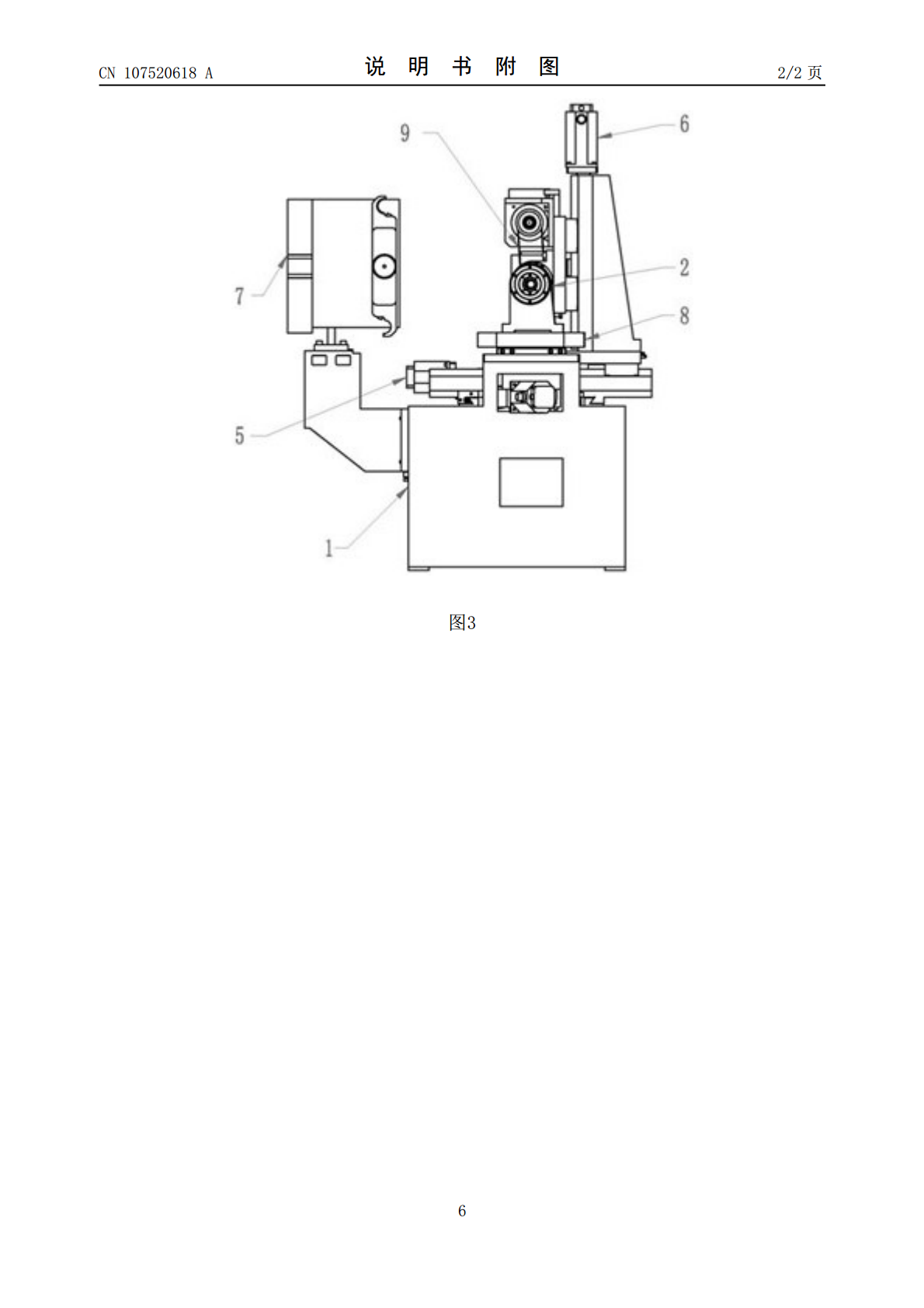
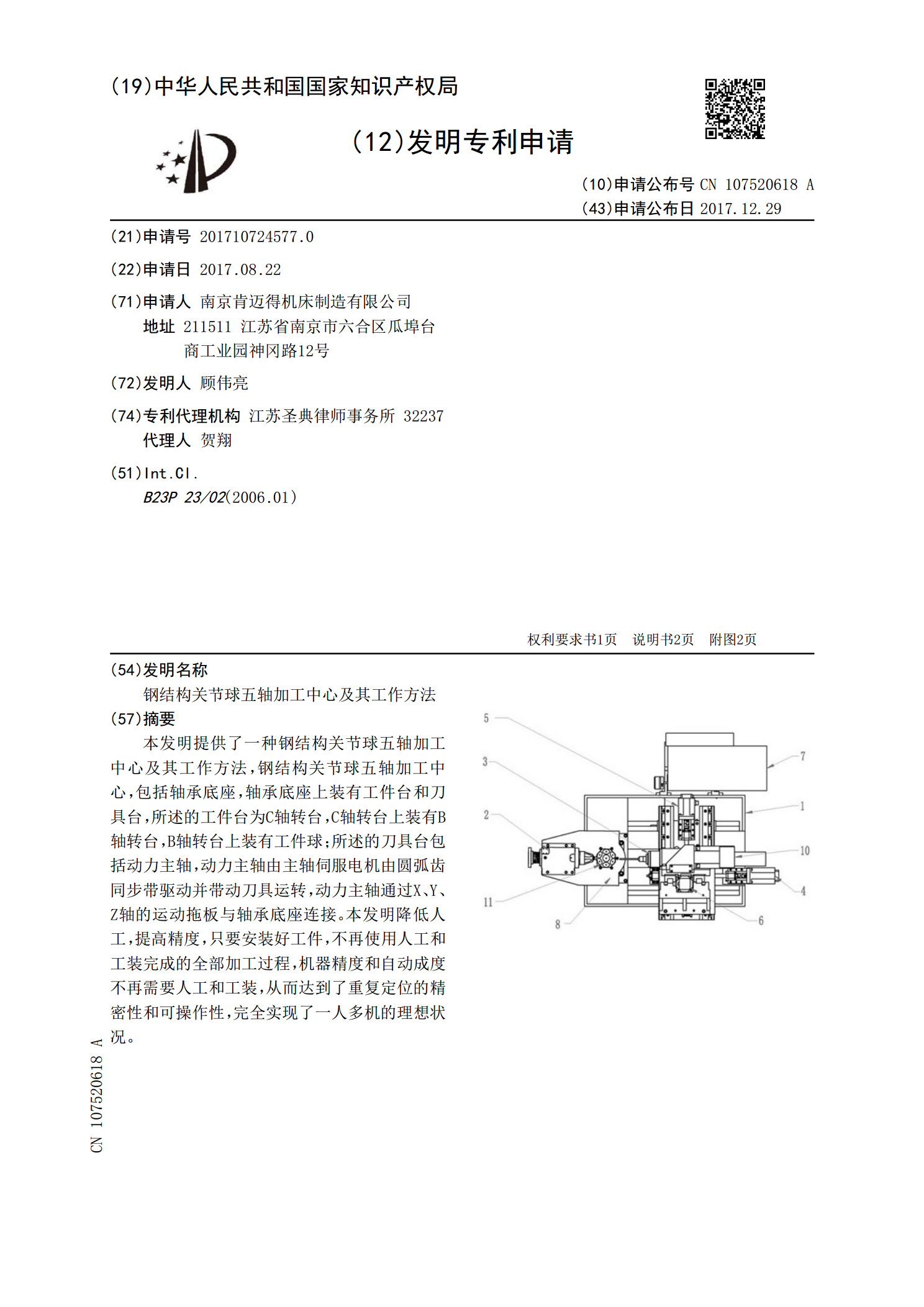
本发明提供了一种钢结构关节球五轴加工中心及其工作方法,钢结构关节球五轴加工中心,包括轴承底座,轴承底座上装有工件台和刀具台,所述的工件台为C轴转台,C轴转台上装有B轴转台,B轴转台上装有工件球;所述的刀具台包括动力主轴,动力主轴由主轴伺服电机由圆弧齿同步带驱动并带动刀具运转,动力主轴通过X、Y、Z轴的运动拖板与轴承底座连接。本发明降低人工,提高精度,只要安装好工件,不再使用人工和工装完成的全部加工过程,机器精度和自动成度不再需要人工和工装,从而达到了重复定位的精密性和可操作性,完全实现了一人多机的理想状况

五轴加工中心介绍及其和三轴、四轴的区别--2.doc
(完整版)五轴加工中心介绍及其和三轴、四轴的区别2(完整版)五轴加工中心介绍及其和三轴、四轴的区别2(完整版)五轴加工中心介绍及其和三轴、四轴的区别2五轴加工中心介绍及其和三轴、四轴的区别立式(三轴)最有效的加工面仅为工件的顶面,卧式加工中心借助回转工作台,也只能完成工件的四面加工。目前高档的加工中心正朝着五轴控制的方向发展,工件一次装夹就可完成五面体的加工。如配置上五轴联动的高档数控系统,还可以对复杂的空间曲面进行高精度加工。立式五轴加工中心这类加工中心的回转轴有两种方式,一种是工作台回转轴.设置在床身

五轴加工中心介绍及其和三轴、四轴的区别--2.doc
(完整版)五轴加工中心介绍及其和三轴、四轴的区别2(完整版)五轴加工中心介绍及其和三轴、四轴的区别2(完整版)五轴加工中心介绍及其和三轴、四轴的区别2五轴加工中心介绍及其和三轴、四轴的区别立式(三轴)最有效的加工面仅为工件的顶面,卧式加工中心借助回转工作台,也只能完成工件的四面加工。目前高档的加工中心正朝着五轴控制的方向发展,工件一次装夹就可完成五面体的加工。如配置上五轴联动的高档数控系统,还可以对复杂的空间曲面进行高精度加工。立式五轴加工中心这类加工中心的回转轴有两种方式,一种是工作台回转轴.设置在床身

五轴加工中心.doc
(完整word)五轴加工中心(完整word)五轴加工中心(完整word)五轴加工中心说明:所有设备在签订合同5个月内供货,质保期至少为1年;付款方式:技术合同签订后,由甲方与指定的外贸代理公司签订进口设备代理协议,按进口设备付款流程支付设备款项,由外贸公司办理信用证;所供设备为交钥匙工程,投标报价包括送货、安装、调试、培训、进口设备代理费等费用,报价时,请按教育科研机构进口免税价进行报价,报价单位为:人民币。(关于该设备是否能够免税请投标公司与进口代理公司落实,我校将协助办理相关手续)。设备清单及技术要求
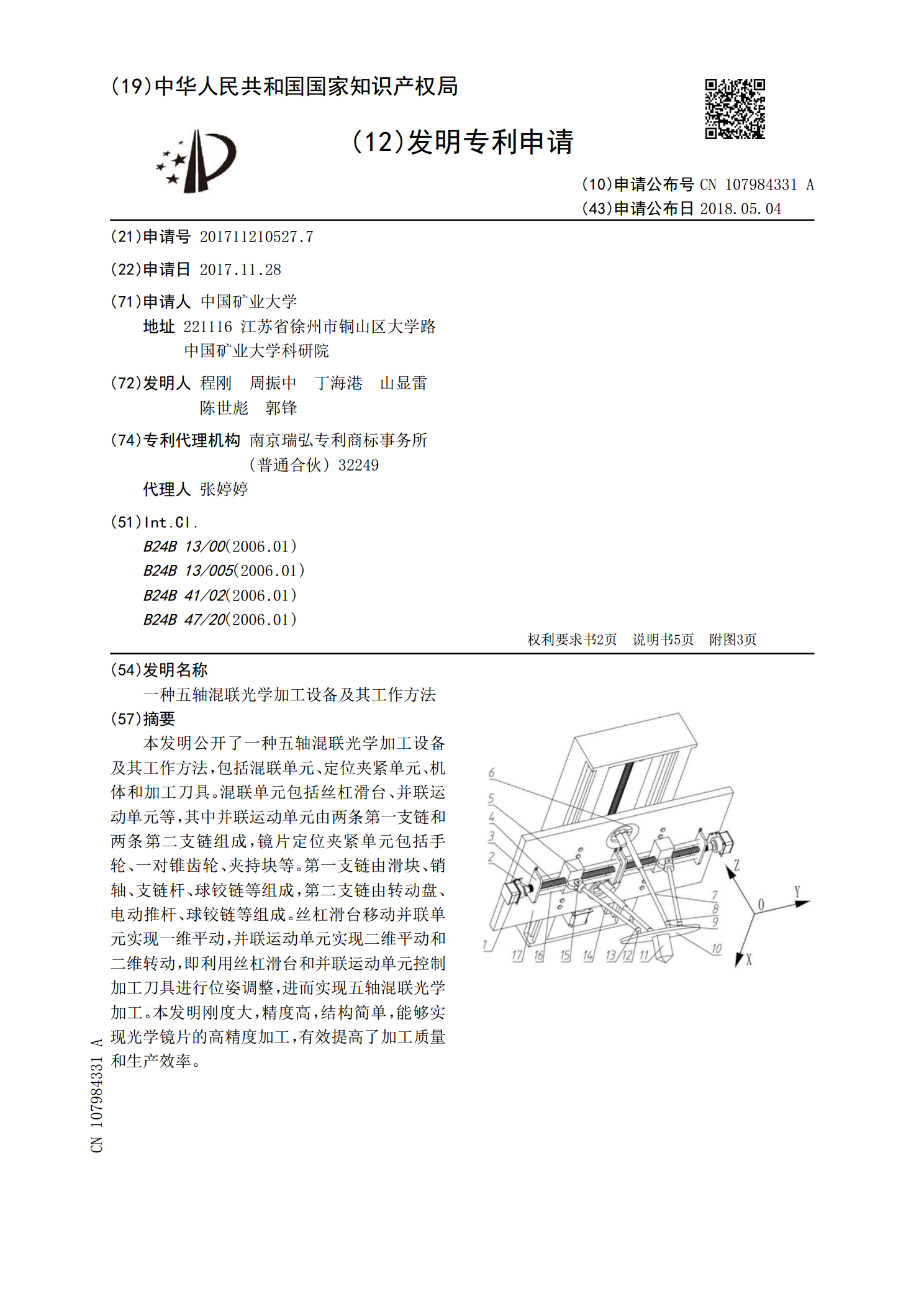
一种五轴混联光学加工设备及其工作方法.pdf
本发明公开了一种五轴混联光学加工设备及其工作方法,包括混联单元、定位夹紧单元、机体和加工刀具。混联单元包括丝杠滑台、并联运动单元等,其中并联运动单元由两条第一支链和两条第二支链组成,镜片定位夹紧单元包括手轮、一对锥齿轮、夹持块等。第一支链由滑块、销轴、支链杆、球铰链等组成,第二支链由转动盘、电动推杆、球铰链等组成。丝杠滑台移动并联单元实现一维平动,并联运动单元实现二维平动和二维转动,即利用丝杠滑台和并联运动单元控制加工刀具进行位姿调整,进而实现五轴混联光学加工。本发明刚度大,精度高,结构简单,能够实现光学