
用于加工工件的加工机床和方法.pdf

一吃****书竹


1/10
2/10
3/10

4/10

5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于加工工件的加工机床和方法.pdf
用于加工基本上板状的工件(W)的一种加工机床(10)或一种方法,所述工件优选至少部段地由木材、人造板、复合材料或塑料构成,其中加工机床(10)具有:用于沿加工方向(R)加工工件(W)的加工设备(6);光学检测设备(2);评估单元和控制装置(4),其中:光学检测设备(2)设计为并且设置成,使得所述光学检测设备能够关于加工方向(6)光学地检测待加工的工件(W)的前部的和后部的端部部段(Q1,Q2),并且为评估单元提供相应的检测结果;评估单元设计为,使得所述评估单元基于检测结果判断,在待加工的工件(W)的前部的
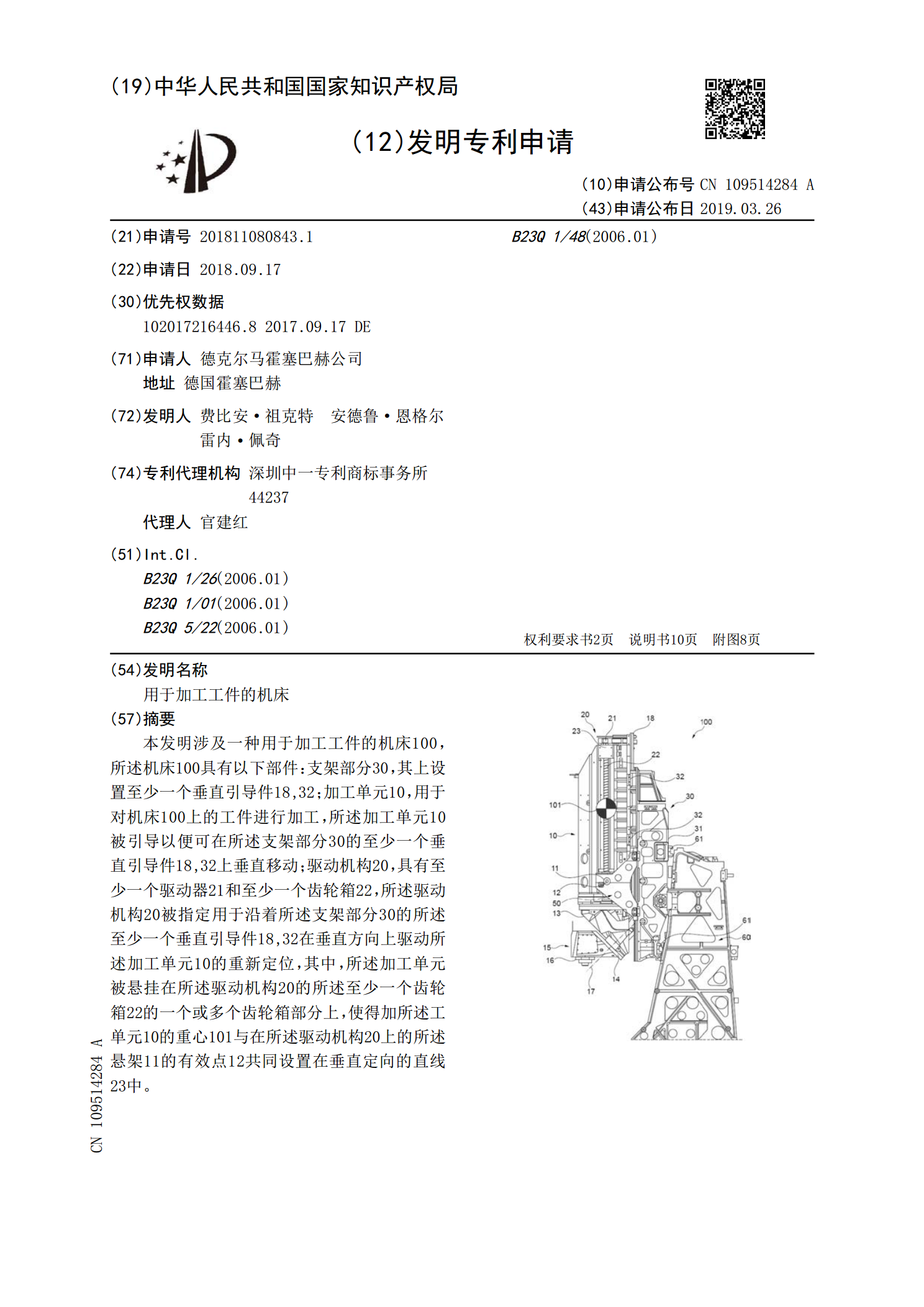
用于加工工件的机床.pdf
本发明涉及一种用于加工工件的机床100,所述机床100具有以下部件:支架部分30,其上设置至少一个垂直引导件18,32;加工单元10,用于对机床100上的工件进行加工,所述加工单元10被引导以便可在所述支架部分30的至少一个垂直引导件18,32上垂直移动;驱动机构20,具有至少一个驱动器21和至少一个齿轮箱22,所述驱动机构20被指定用于沿着所述支架部分30的所述至少一个垂直引导件18,32在垂直方向上驱动所述加工单元10的重新定位,其中,所述加工单元被悬挂在所述驱动机构20的所述至少一个齿轮箱22的一个

用于加工板状工件的工具和机床以及方法.pdf
本公开涉及用于加工板状工件(10),特别是板材的一种工具和一种机床以及一种方法,包括:上部工具(11),该上部工具包括位于共同的位置轴线(35)内的夹紧轴(34)和基体(33),以及与夹紧轴(34)相对地布置在基体上的至少一个工具主体(39),其中工具主体包括切削刃(38);下部工具(9),该下部工具包括具有用于工件(10)的支承面(47)的基体(41),并且具有预设在基体(41)上的至少一个配对工具主体(93),该配对工具主体包括配对切削刃(51),并且基体(41)包括垂直于支承面(47)定向的位置轴线
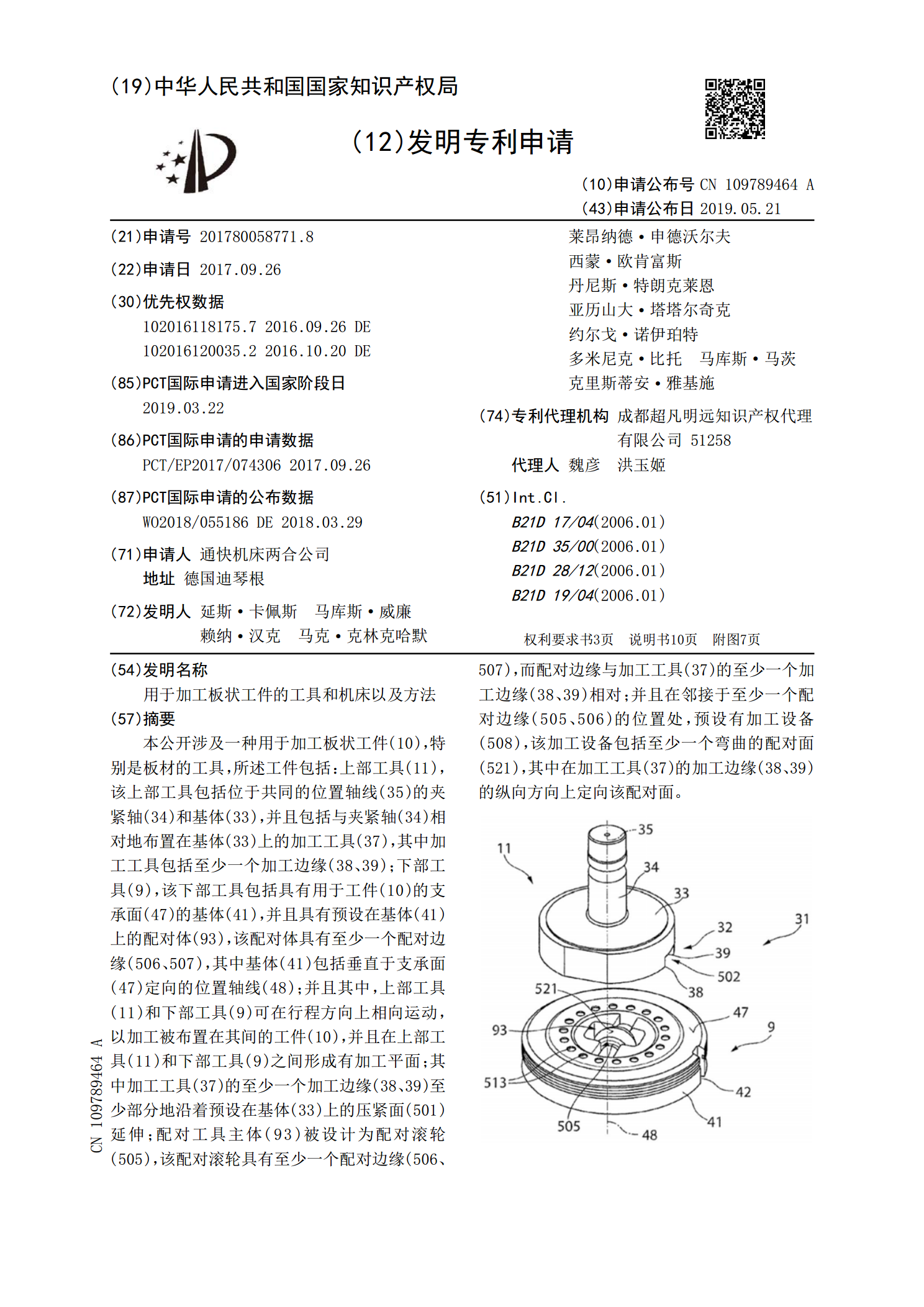
用于加工板状工件的工具和机床以及方法.pdf
本公开涉及一种用于加工板状工件(10),特别是板材的工具,所述工件包括:上部工具(11),该上部工具包括位于共同的位置轴线(35)的夹紧轴(34)和基体(33),并且包括与夹紧轴(34)相对地布置在基体(33)上的加工工具(37),其中加工工具包括至少一个加工边缘(38、39);下部工具(9),该下部工具包括具有用于工件(10)的支承面(47)的基体(41),并且具有预设在基体(41)上的配对体(93),该配对体具有至少一个配对边缘(506、507),其中基体(41)包括垂直于支承面(47)定向的位置轴线

用于激光加工工件的方法和用于激光加工工件的设备.pdf
提供了一种激光加工工件的方法,其中a)生成加工激光束并使用至少一个光学元件将加工激光束成像在工件上;b)使用成像加工激光束加工工件并在工件中生成切割间隙;c)在步骤b)期间监测至少一个切割间隙的几何参数;以及d)在步骤c)期间调节所监测的切割间隙的几何参数,以用于与切割间隙的几何参数的目标值相协调。还提供了一种用于激光加工工件的设备。