
一种喷嘴故障监控系统及监控方法.pdf

雨巷****可歆


1/10

2/10

3/10

4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种喷嘴故障监控系统及监控方法.pdf
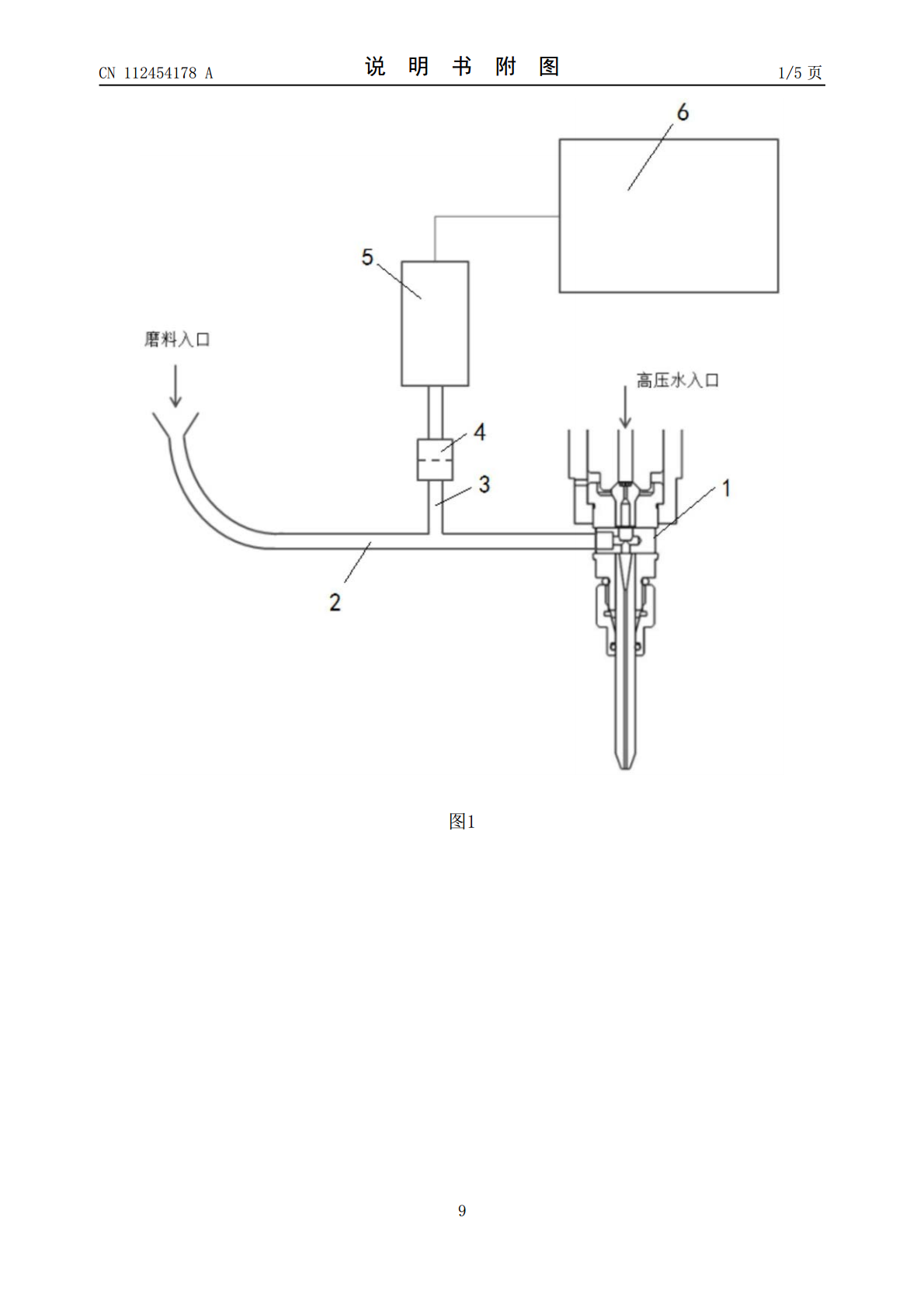
本发明涉及一种喷嘴故障监控系统及监控方法,其中,所述监控系统包括:喷嘴;真空传感器,用于采集所述喷嘴内的磨料水射流的状况;控制单元,与所述真空传感器连接;所述控制单元根据所述真空传感器实时采集的所述喷嘴内磨料水射流的真空信号是否位于设定的监测范围,若是,则切割程序继续;若否,则控制切割程序停止;所述监测范围为:以所述喷嘴产生的正常磨料水射流的信号定义为正常信号,在此正常信号上加上一个常量作为信号监测上限,减去一个常量作为信号监测下限。本发明依靠自动传感器技术和数控技术来对加工作业进行实时监控,一旦检测到喷

一种服务器故障远程监控系统及监控方法.pdf
本发明提供一种服务器故障远程监控系统及监控方法,所述系统包括工作信号采集装置、传感信号采集装置、ARM处理器、诊断服务器和监控显示中心;工作信号采集装置和传感信号采集装置分别与ARM处理器连接;ARM处理器与诊断服务器连接;ARM处理器,用于将接收到的工作信号采集装置传输的服务器工作信号和传感信号采集装置传输的传感信号传输至诊断服务器;诊断服务器,用于将接收到的信号进行处理,并将处理后的数据与样本数据库的数据进行比对分析并输出检测结果到监控显示中心。能够对服务器的工作电压、电流、温度、湿度、异常噪音进行实
冷柜故障监控系统及方法.pdf
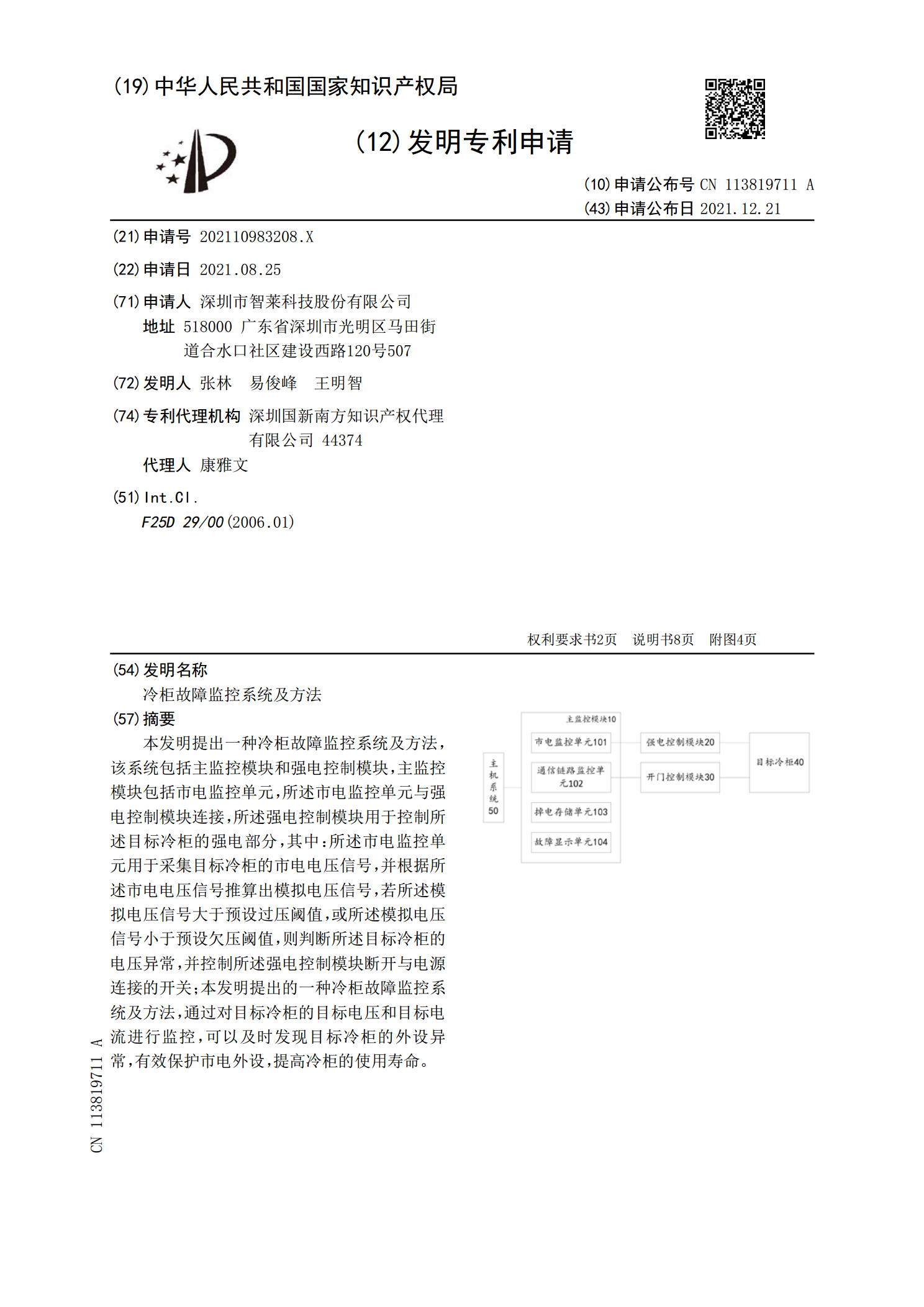
本发明提出一种冷柜故障监控系统及方法,该系统包括主监控模块和强电控制模块,主监控模块包括市电监控单元,所述市电监控单元与强电控制模块连接,所述强电控制模块用于控制所述目标冷柜的强电部分,其中:所述市电监控单元用于采集目标冷柜的市电电压信号,并根据所述市电电压信号推算出模拟电压信号,若所述模拟电压信号大于预设过压阈值,或所述模拟电压信号小于预设欠压阈值,则判断所述目标冷柜的电压异常,并控制所述强电控制模块断开与电源连接的开关;本发明提出的一种冷柜故障监控系统及方法,通过对目标冷柜的目标电压和目标电流进行监控

一种基于配电网监控系统的故障监控系统.pdf
本发明公开了一种基于配电网监控系统的故障监控系统,包括平台,所述壳体的表面安装有第一显示屏和第二显示屏,所述平台的顶部安装有蜂鸣器,所述蜂鸣器的顶部安装有警示灯,所述壳体的内部安装有PLC控制器,所述PLC控制器一侧的壳体内部安装有GSM/GPRS通信模块,所述PLC控制器的表面安装有报警模块,所述报警模块一侧的PLC控制器表面安装有数据库信息管理模块,所述数据库信息管理模块一侧的PLC控制器表面安装有GPS模块。本发明通过设置第二显示屏、第一显示屏、警示灯、蜂鸣器、PLC控制器、GPS模块、GSM/GP

一种监控方法及监控系统.pdf
本发明适用于监控技术领域,提供了一种监控方法及监控系统。该监控方法包括以下步骤:接收到目标对象的身份信息时,记录目标对象进入监控区域的开始时间,以及记录所述目标对象离开所述监控区域的结束时间,其中,所述身份信息携带在射频信号上,所述射频信号由置于目标对象上的目标电子标签发出;根据所述开始时间、所述结束时间计算出所述目标对象在所述监控区域的逗留时间。所述的监控方法能实时将目标对象在监控区域内的逗留时间反馈给监控方,方便了对目标对象的监控,同时,也提高了用户的使用体验。