
多轴斜直孔加工方法.pdf

An****99


1/7

2/7

3/7
4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
多轴斜直孔加工方法.pdf
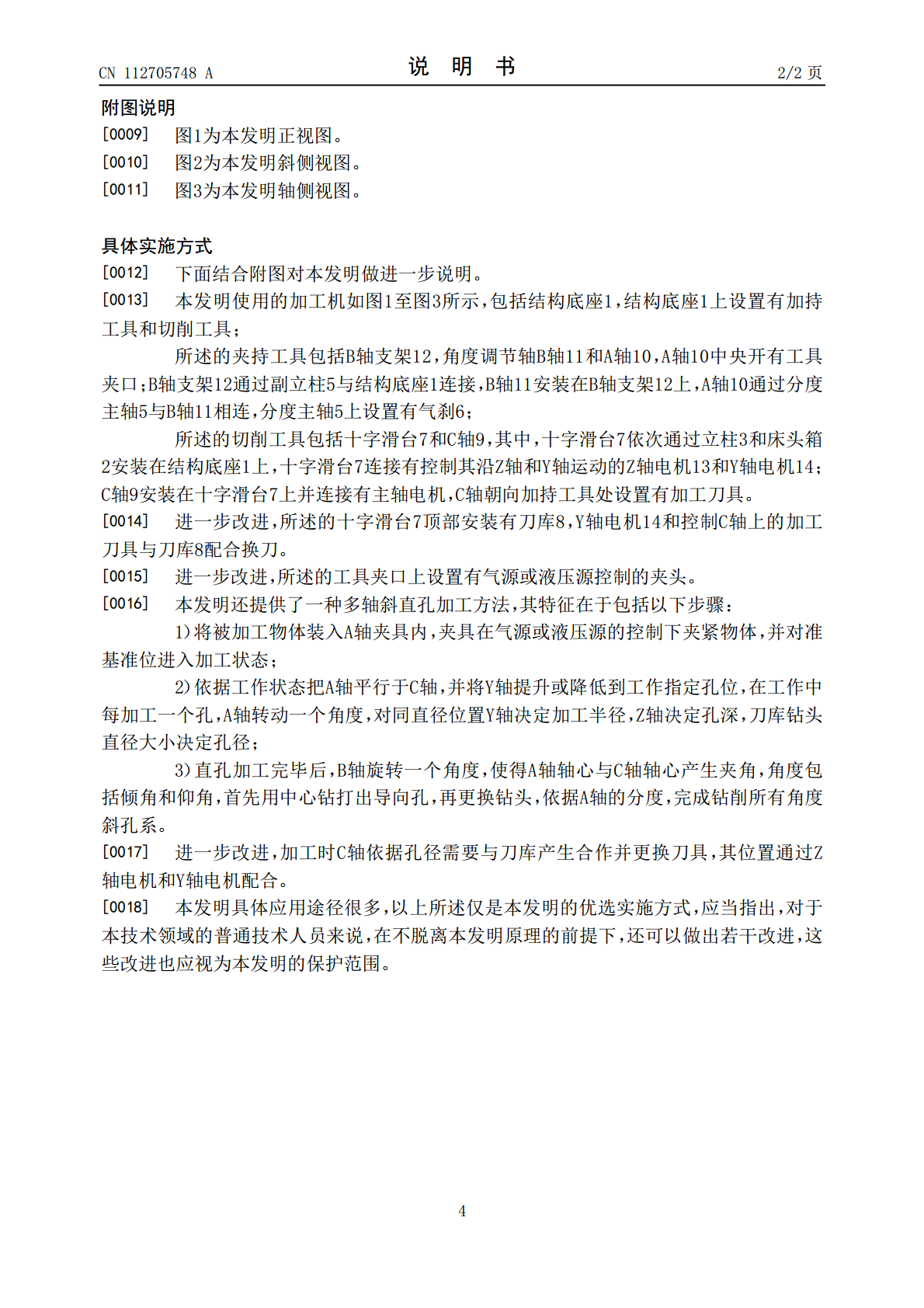
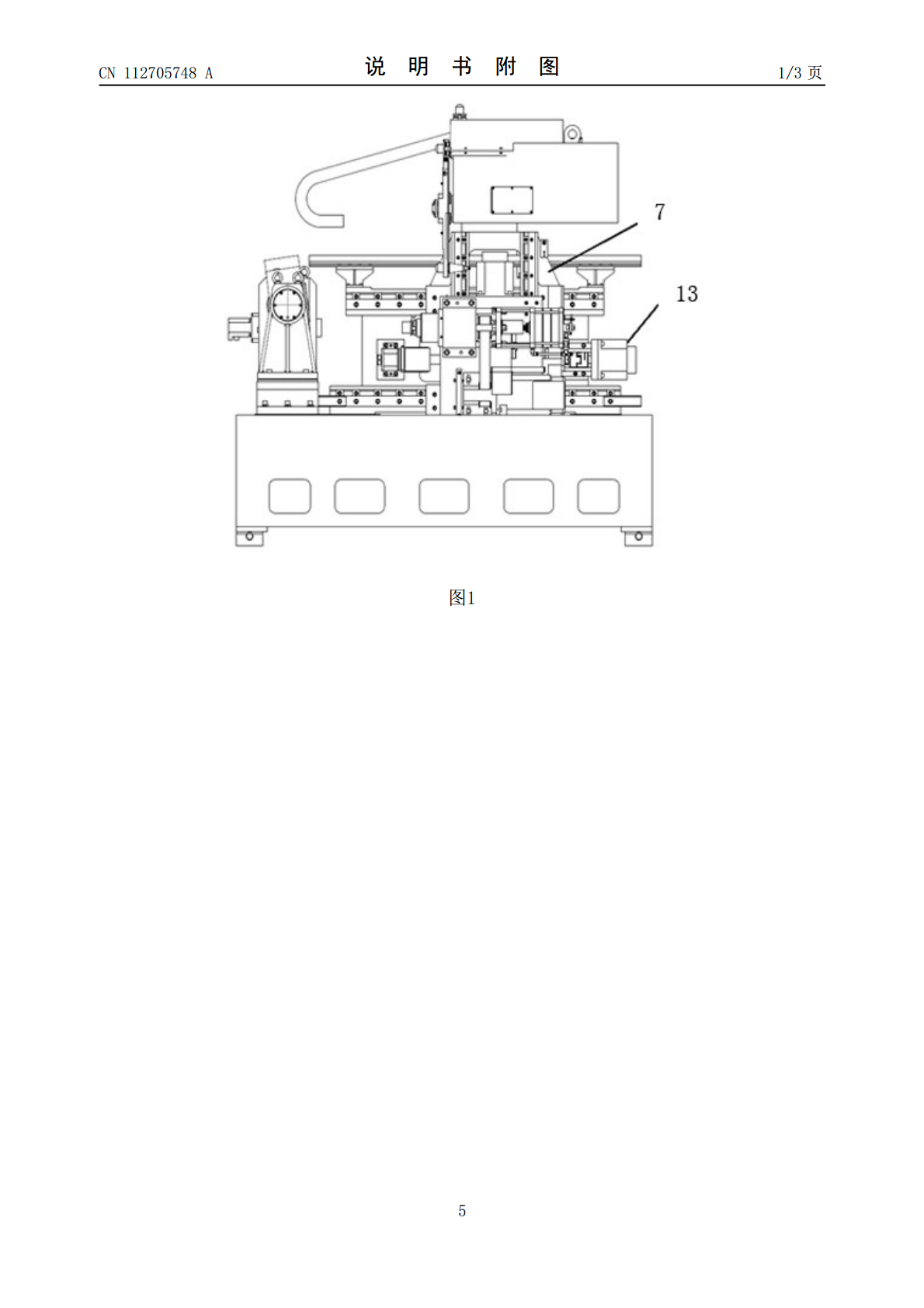
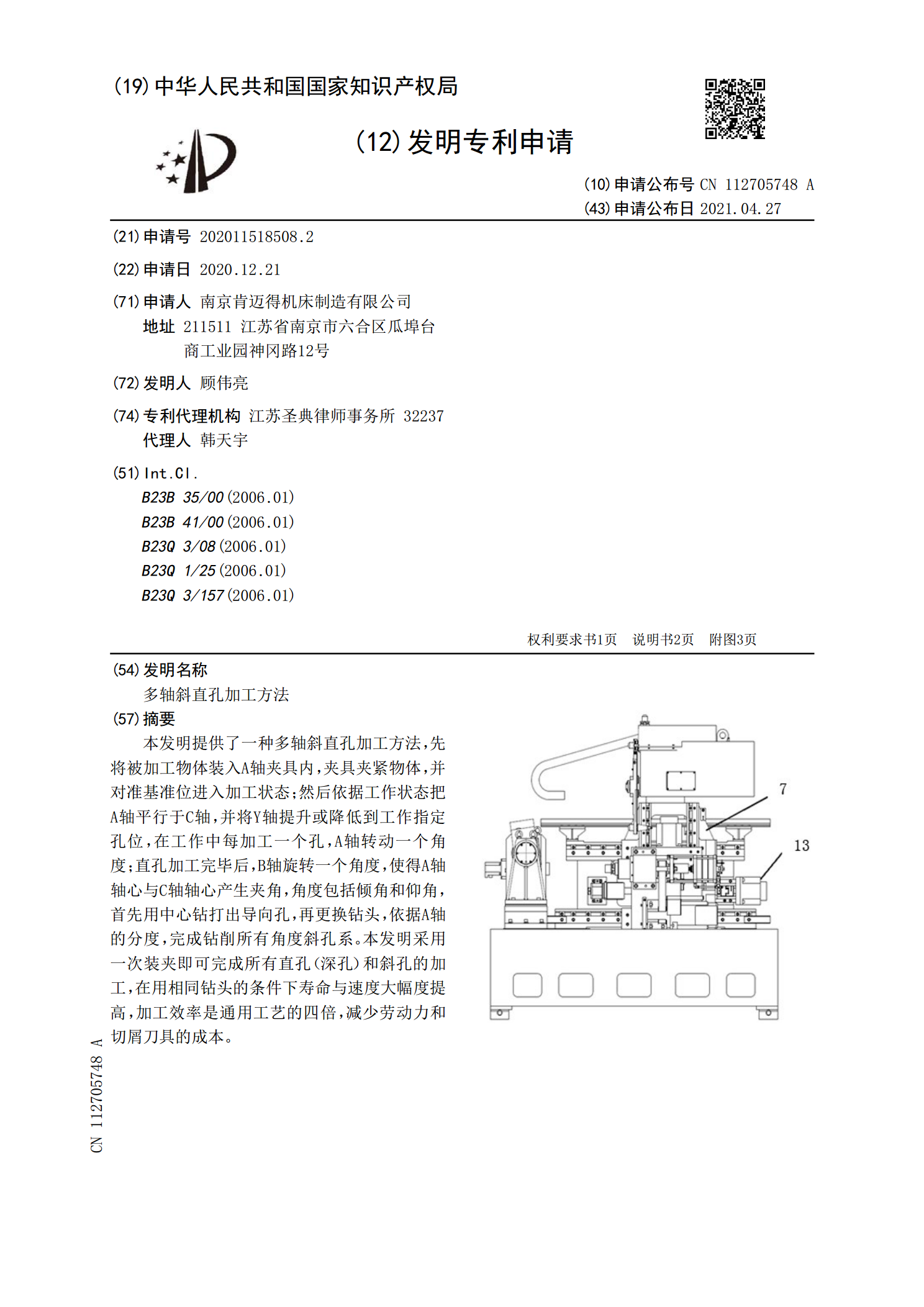
本发明提供了一种多轴斜直孔加工方法,先将被加工物体装入A轴夹具内,夹具夹紧物体,并对准基准位进入加工状态;然后依据工作状态把A轴平行于C轴,并将Y轴提升或降低到工作指定孔位,在工作中每加工一个孔,A轴转动一个角度;直孔加工完毕后,B轴旋转一个角度,使得A轴轴心与C轴轴心产生夹角,角度包括倾角和仰角,首先用中心钻打出导向孔,再更换钻头,依据A轴的分度,完成钻削所有角度斜孔系。本发明采用一次装夹即可完成所有直孔(深孔)和斜孔的加工,在用相同钻头的条件下寿命与速度大幅度提高,加工效率是通用工艺的四倍,减少劳动力

基于四轴加工中心的斜齿轮多轴数控加工工艺.docx
基于四轴加工中心的斜齿轮多轴数控加工工艺传统的齿轮加工主要采用滚齿、插齿和磨齿等。采用传统方法加工大模数齿轮,特别是斜齿轮、人字齿轮、曲线齿轮等,加工效率低下、产品质量与加工成本之间矛盾突出、工艺方案适应性差。对于模数大、齿数少的齿轮,采用小规格的滚齿机滚不动,而采用大规格的滚齿机又够不着,难以实现经济高效的加工。随着多轴数控技术在加工中心上的广泛应用,这些问题就会迎刃而解,其加工效率比传统的加工方法可提高2~3倍,精度可达5级以上,可以进行多品种、全工序的齿轮加工。1斜齿轮的齿面形成及加工工艺1.1斜齿

基于四轴加工中心的斜齿轮多轴数控加工工艺.docx
基于四轴加工中心的斜齿轮多轴数控加工工艺一、引言随着工业技术的发展,加工中心的运用和普及,以及数控技术的不断进步,斜齿轮的多轴数控加工工艺得到了广泛的应用。斜齿轮是一种非常重要的机械传动元件,广泛应用于汽车、船舶、飞机、工程机械等领域,其制造精度和加工效果对整个机械传动系统的可靠性、效率和使用寿命等影响很大。本文将以基于四轴加工中心的斜齿轮多轴数控加工工艺为主题,系统介绍斜齿轮多轴数控加工工艺的应用、工艺流程和技术要点,以期为加工工程师提供可操作性和应用性的相关指导。二、斜齿轮多轴数控加工的应用作为一种非

斜交孔多轴钻床的总体设计.doc
济南大学毕业设计--1前言1.1钻床概述及机床发展历史现代社会中,人们为了高效、经济地生产各种高质量产品,日益广泛的使用各种机器、仪器和工具等技术设备与装备。为制造这些技术设备与装备,就必须具备各种加工金属零件的设备,诸如铸造、锻造、焊接、冲压和切削加工设备等。由于机械零件的形状精度、尺寸精度和表面粗糙度,日前主要靠切削加工的方法,特别足形状复杂、精度要求高和表而粗糙度要求小的零件,往往需要在机床上经过几道甚至机十道切削加工工艺才能完成。因此,机床在现代机械制造加中最重要的

斜交孔多轴钻床的总体设计.doc
济南大学毕业设计--1前言1.1钻床概述及机床发展历史现代社会中,人们为了高效、经济地生产各种高质量产品,日益广泛的使用各种机器、仪器和工具等技术设备与装备。为制造这些技术设备与装备,就必须具备各种加工金属零件的设备,诸如铸造、锻造、焊接、冲压和切削加工设备等。由于机械零件的形状精度、尺寸精度和表面粗糙度,日前主要靠切削加工的方法,特别足形状复杂、精度要求高和表而粗糙度要求小的零件,往往需要在机床上经过几道甚至机十道切削加工工艺才能完成。因此,机床在现代机械制造加中最重要的