
多通道数控系统中多通道PLC控制方法与多通道数控系统.pdf

Ja****20


1/7
2/7

3/7

4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

多通道数控系统中多通道PLC控制方法与多通道数控系统.pdf
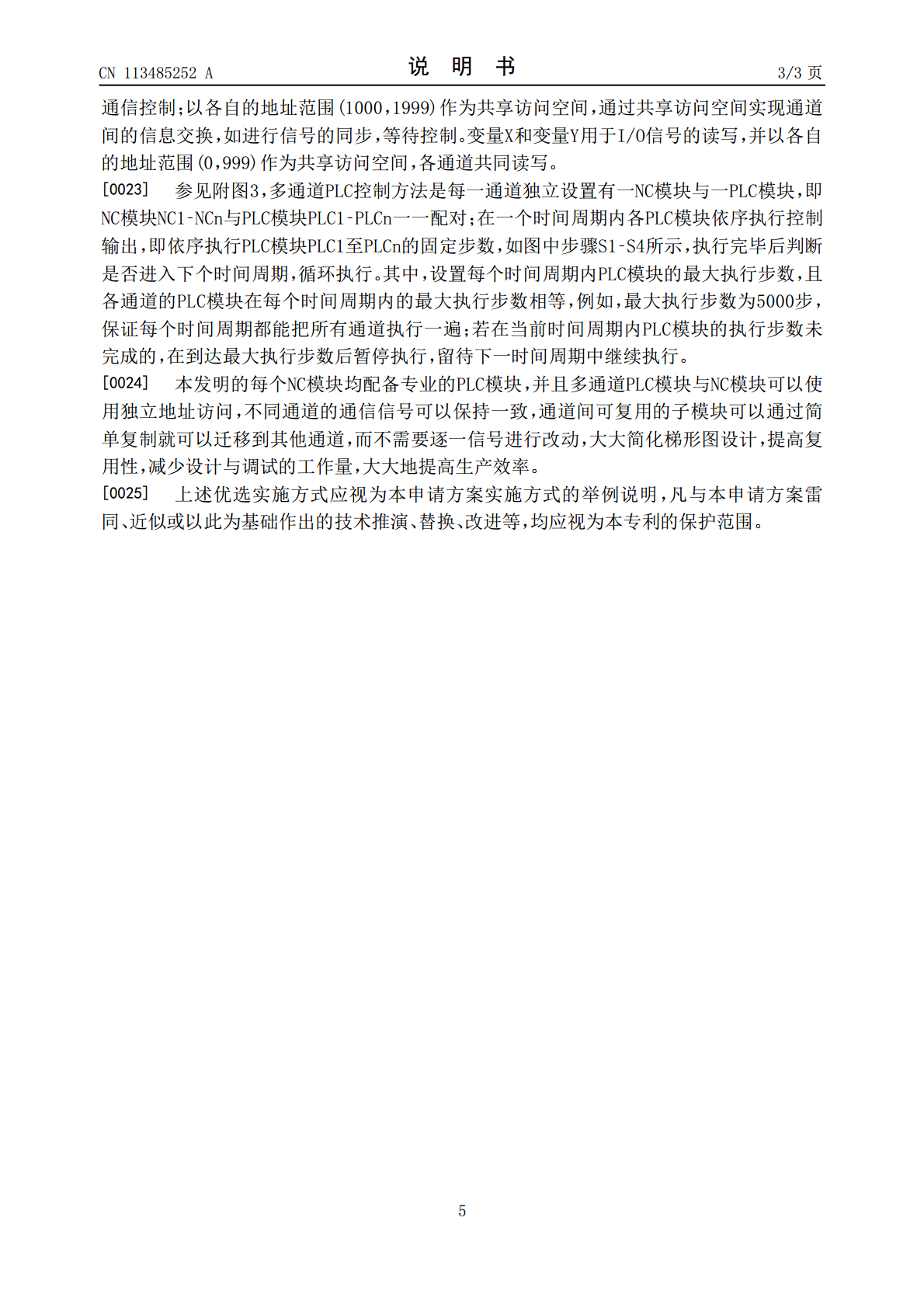
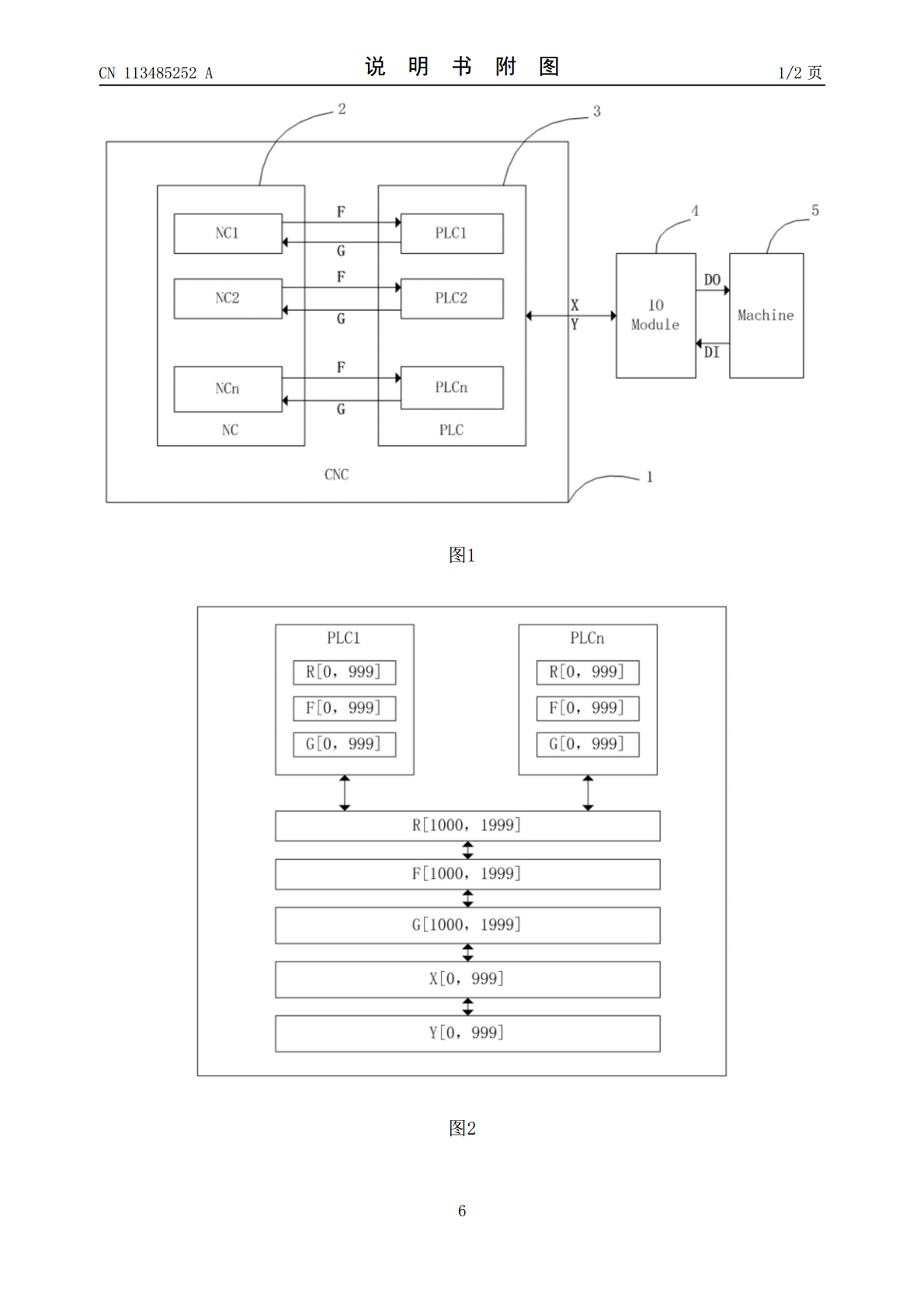
本发明提出一种多通道数控系统中多通道PLC控制方法与多通道数控系统,提高复合机床电气控制效率,其通过以下技术手段实现:该系统包括用于执行插补运算及轴控制的NC单元;用于机床电气控制的PLC单元,以及用于对接机床与PLC单元的I/O单元;该NC单元包含多个分别对应数控系统各通道、相互独立并行的NC模块;该PLC单元包含与NC模块一一配对的PLC模块,并且各PLC模块连接并共享I/O单元,并在一个时间周期内依序执行控制输出。该方法是每一通道独立设置有一NC模块与一PLC模块,各PLC模块分别设置有用于供NC模
多通道数控系统中的同步控制方法.pdf
本发明提出一种多通道数控系统中的同步控制方法,其特征在于,包括通道间同步控制步骤和运动轴同步控制步骤;其中,通道间同步控制步骤包括定义用于等待识别的代码指令M,代码指令M中包括有地址符P;当检测到代码指令M时,将各代码指令M中的地址符P值相加获得判断值,由该判断值唯一指向需等待的通道编号集;运动轴同步控制步骤包括设定有主动轴以及与该主动轴保持同步的若干个从动轴,对该主动轴设定移动命令,将同步将移动命令转发至从动轴,从而令该从动轴与主动轴保持同步。本发明通过通道等待同步及轴同步控制,设计简单且有效地提高了多
基于工业PC的多通道多轴联动的数控系统及方法.pdf
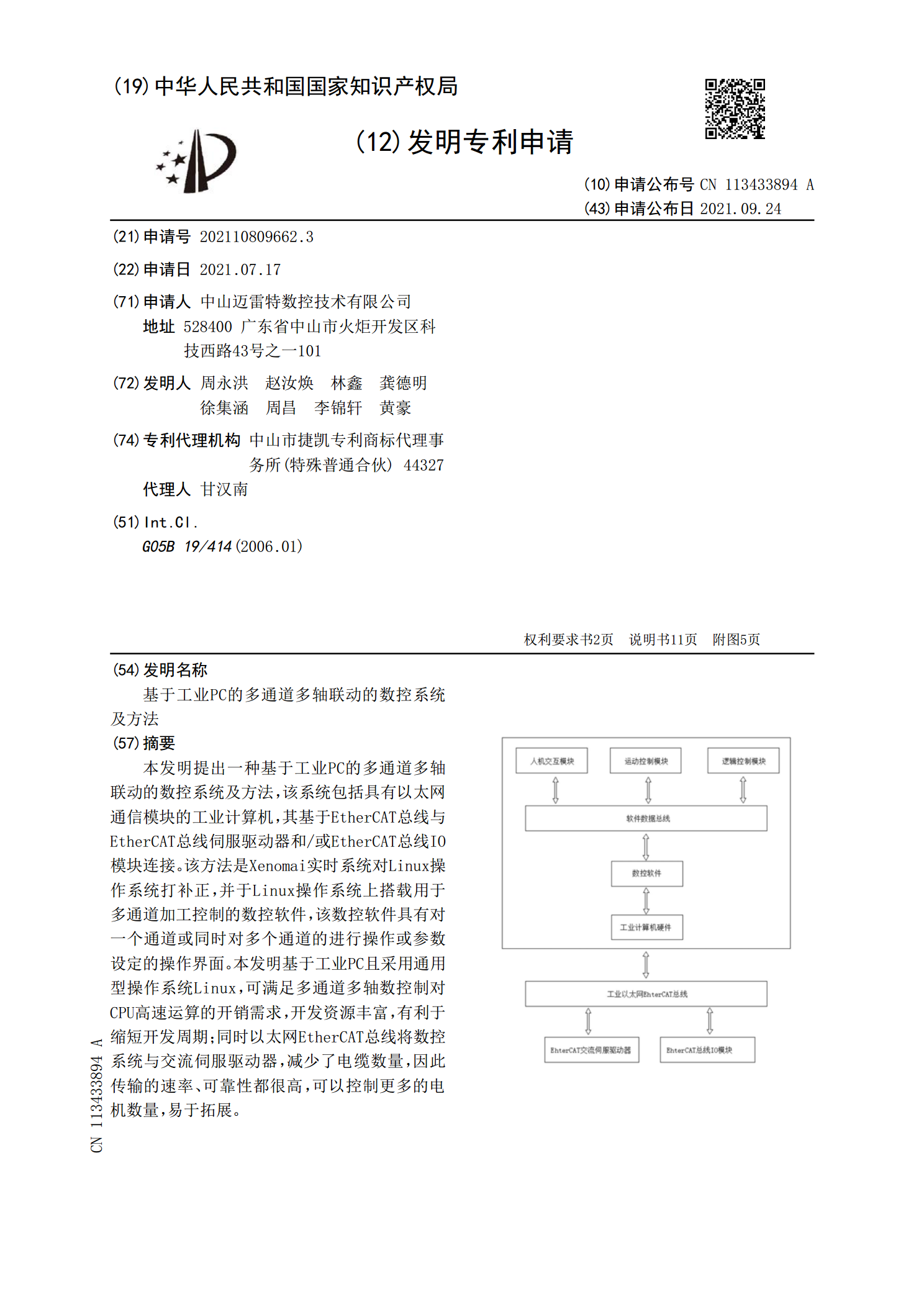
本发明提出一种基于工业PC的多通道多轴联动的数控系统及方法,该系统包括具有以太网通信模块的工业计算机,其基于EtherCAT总线与EtherCAT总线伺服驱动器和/或EtherCAT总线IO模块连接。该方法是Xenomai实时系统对Linux操作系统打补正,并于Linux操作系统上搭载用于多通道加工控制的数控软件,该数控软件具有对一个通道或同时对多个通道的进行操作或参数设定的操作界面。本发明基于工业PC且采用通用型操作系统Linux,可满足多通道多轴数控制对CPU高速运算的开销需求,开发资源丰富,有利于缩

高档数控系统多通道技术的研究.docx
高档数控系统多通道技术的研究高档数控系统多通道技术的研究摘要:随着工业自动化的快速发展,高档数控系统的应用领域越来越广泛。为了提高数控系统的功能和性能,多通道技术成为了研究的热点。本文将从多通道技术的定义、分类、应用等方面进行深入研究和分析,并探讨了多通道技术对高档数控系统的推动作用。关键词:高档数控系统、多通道技术、功能、性能、应用领域一、引言高档数控系统是指具备更高级别的功能和性能的数控系统。随着数控技术的快速发展,高档数控系统在各类机械加工领域得到了广泛应用。然而,随着产品多样化和复杂化的需求不断增

高档数控系统多通道技术的研究的任务书.docx
高档数控系统多通道技术的研究的任务书任务书一、任务背景随着科学技术的不断进步和社会的快速发展,工业领域的发展也日益迅猛。在这个领域中,数控系统在机床中的应用越来越广泛。因此,进行高档数控系统多通道技术的研究和开发,可以提高机床的生产效率,同时也有助于推动数控技术的进步。二、研究内容1.研究高档数控系统多通道技术的基础知识,包括硬件和软件的相关知识和技巧。2.探究高档数控系统多通道技术的原理和应用范围,了解其在机床控制中的具体作用和优势。3.设计高档数控系统多通道技术的方案,从硬件和软件两个方面进行详细设计