
一种轴类零件内孔加工的轴心找正方法.pdf

猫巷****正德

1/9
2/9
3/9
4/9

5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轴类零件内孔加工的轴心找正方法.pdf
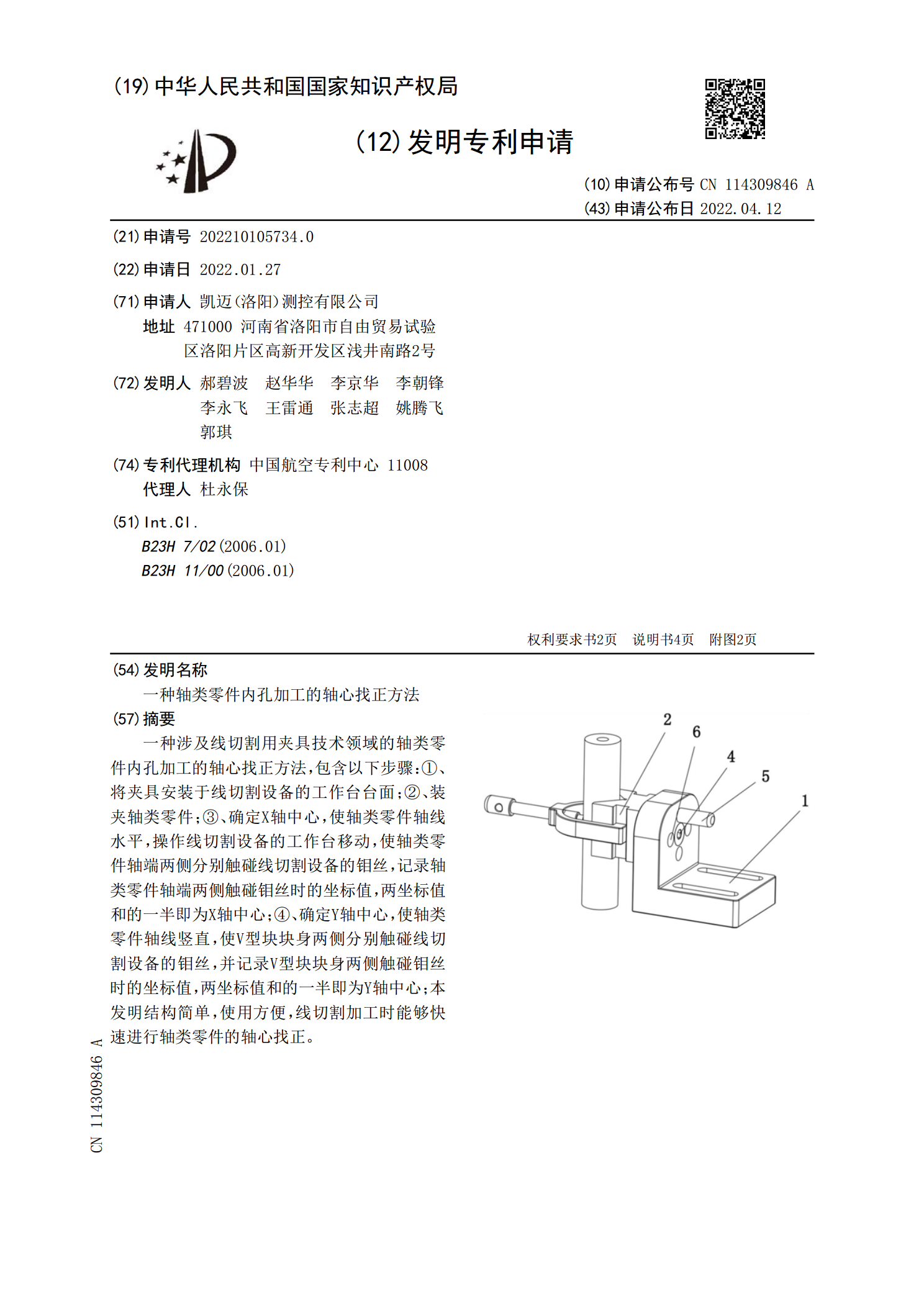
一种涉及线切割用夹具技术领域的轴类零件内孔加工的轴心找正方法,包含以下步骤:①、将夹具安装于线切割设备的工作台台面;②、装夹轴类零件;③、确定X轴中心,使轴类零件轴线水平,操作线切割设备的工作台移动,使轴类零件轴端两侧分别触碰线切割设备的钼丝,记录轴类零件轴端两侧触碰钼丝时的坐标值,两坐标值和的一半即为X轴中心;④、确定Y轴中心,使轴类零件轴线竖直,使V型块块身两侧分别触碰线切割设备的钼丝,并记录V型块块身两侧触碰钼丝时的坐标值,两坐标值和的一半即为Y轴中心;本发明结构简单,使用方便,线切割加工时能够快速

一种提高轴类零件内孔加工精度的装置.pdf
本发明涉及一种提高轴类零件内孔加工精度的装置,属于机械加工领域。该装置由可变直径的加载钢球的调节装置、轴类零件中心高调节装置、自动检测装置、液压加载装置以及液压控制部分组成;可变直径的加载钢球调节装置和轴类零件中心高调节装置分别通过导轨和滑动平台安装在工作平台上;可变直径的加载钢球调节装置主要由安装在导轨上的挤压头、齿轮箱、加载液压缸和滚珠丝杠组成;轴类零件中心高调节装置由定位装置和高度调节装置组成,待加工工件由定位装置和高度调节装置定位调节;自动检测装置由上位机控制系统、下位机可编程控制器PLC和伺服控
一种工业用轴类零件内孔加工装置.pdf
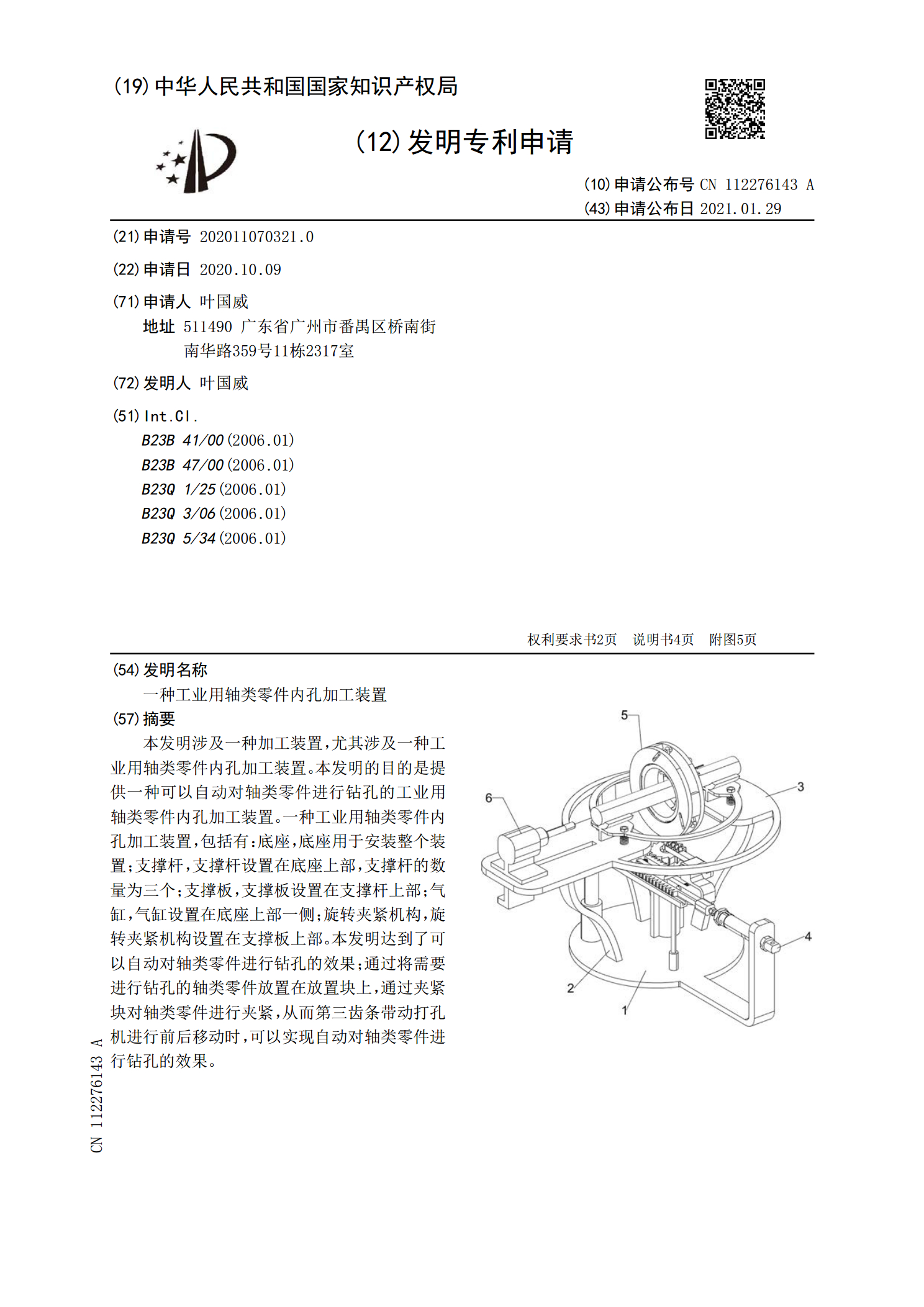
本发明涉及一种加工装置,尤其涉及一种工业用轴类零件内孔加工装置。本发明的目的是提供一种可以自动对轴类零件进行钻孔的工业用轴类零件内孔加工装置。一种工业用轴类零件内孔加工装置,包括有:底座,底座用于安装整个装置;支撑杆,支撑杆设置在底座上部,支撑杆的数量为三个;支撑板,支撑板设置在支撑杆上部;气缸,气缸设置在底座上部一侧;旋转夹紧机构,旋转夹紧机构设置在支撑板上部。本发明达到了可以自动对轴类零件进行钻孔的效果;通过将需要进行钻孔的轴类零件放置在放置块上,通过夹紧块对轴类零件进行夹紧,从而第三齿条带动打孔机进

一种缸筒类零件内孔的加工方法.docx
一种缸筒类零件内孔的加工方法标题:缸筒类零件内孔的加工方法摘要:缸筒类零件是广泛应用于各种内燃机、液压机械和空气压缩机等设备中的重要部件。内孔加工对于缸筒类零件的准确度、表面质量和性能起着至关重要的影响。本文从传统的车、铣、钻等加工方法出发,然后介绍了数控技术在缸筒类零件内孔加工中的应用,最后探讨了创新的增材制造技术对内孔加工带来的改变。关键词:缸筒类零件;内孔加工;传统加工方法;数控技术;增材制造技术1.引言缸筒类零件作为内燃机、液压机械和空气压缩机等设备的重要组成部分,其内孔的加工对于整个设备的性能和

一种缸筒类零件内孔的加工方法.docx
一种缸筒类零件内孔的加工方法随着机械制造行业的快速发展,加工技术也在不断更新和进步。传统的数控加工和手工加工已经不能满足现代工业对高精度和高效率的需求,因此,新的加工方法和技术不断涌现。本文将介绍一种针对缸筒类零件内孔加工的方法。一、缸筒类零件内孔的加工方法简介缸筒是一种重要的机械零件,主要用于发动机、液压机械等领域。内孔的加工精度和质量对整个零件的性能和寿命有着至关重要的影响。传统的内孔加工方法多采用铰孔、镗孔、滚孔、钻孔等方式,但是这些方法存在一些不足,如加工效率低、加工精度难以保证等问题。因此,我们