
一种五轴数控打磨机的仰角打磨圆角拟合方法.pdf

猫巷****盟主

1/6
2/6
3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种五轴数控打磨机的仰角打磨圆角拟合方法.pdf
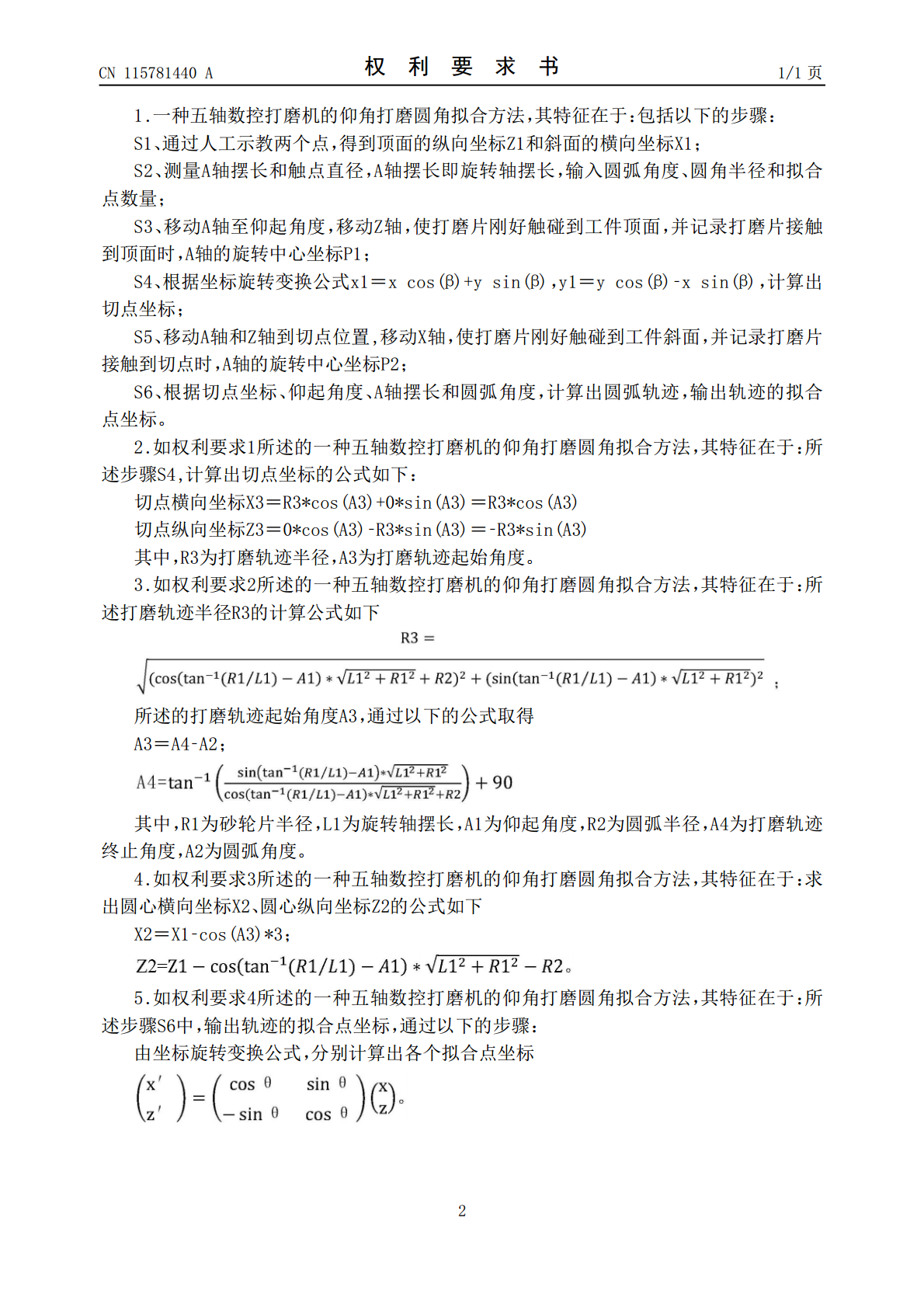
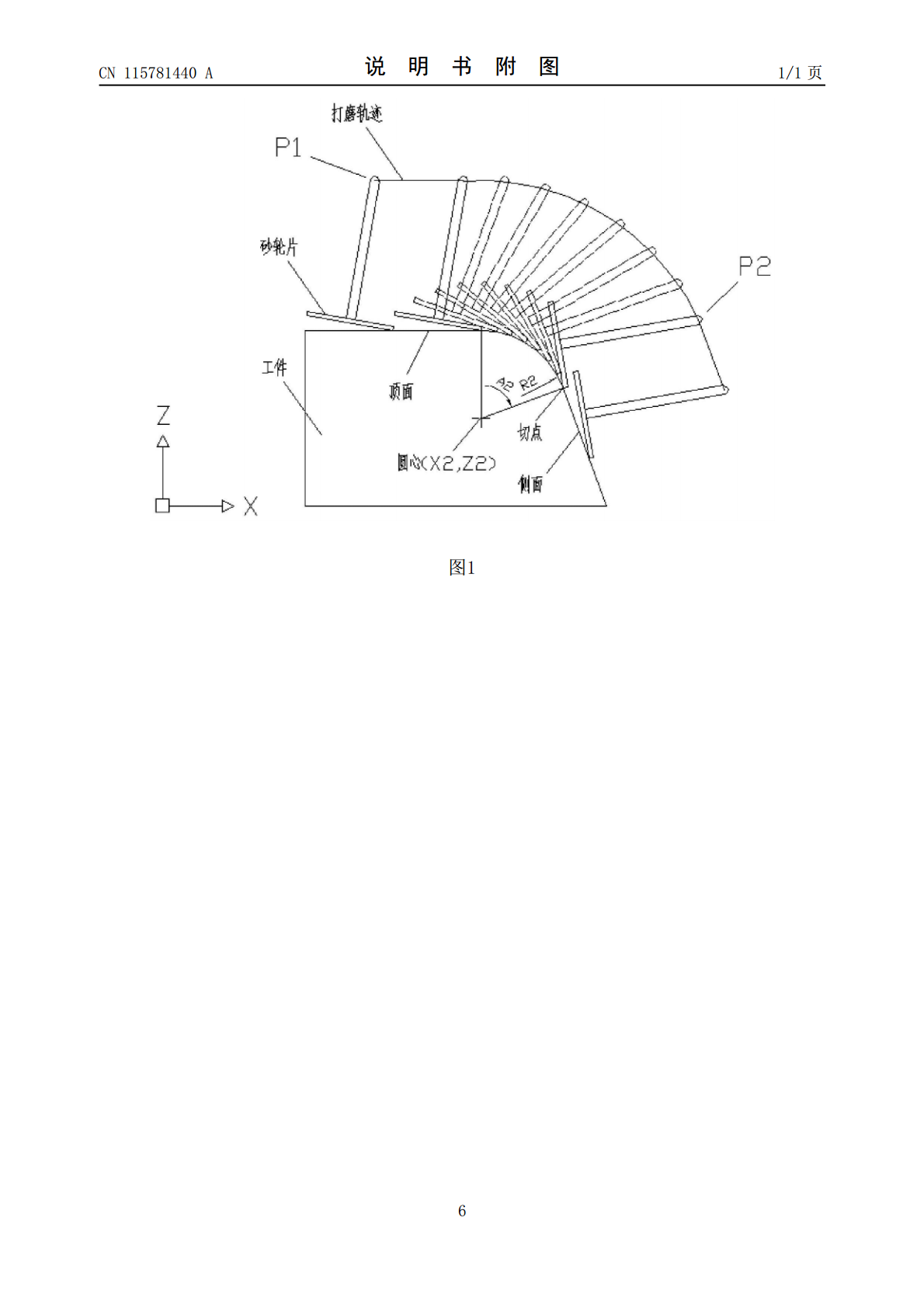
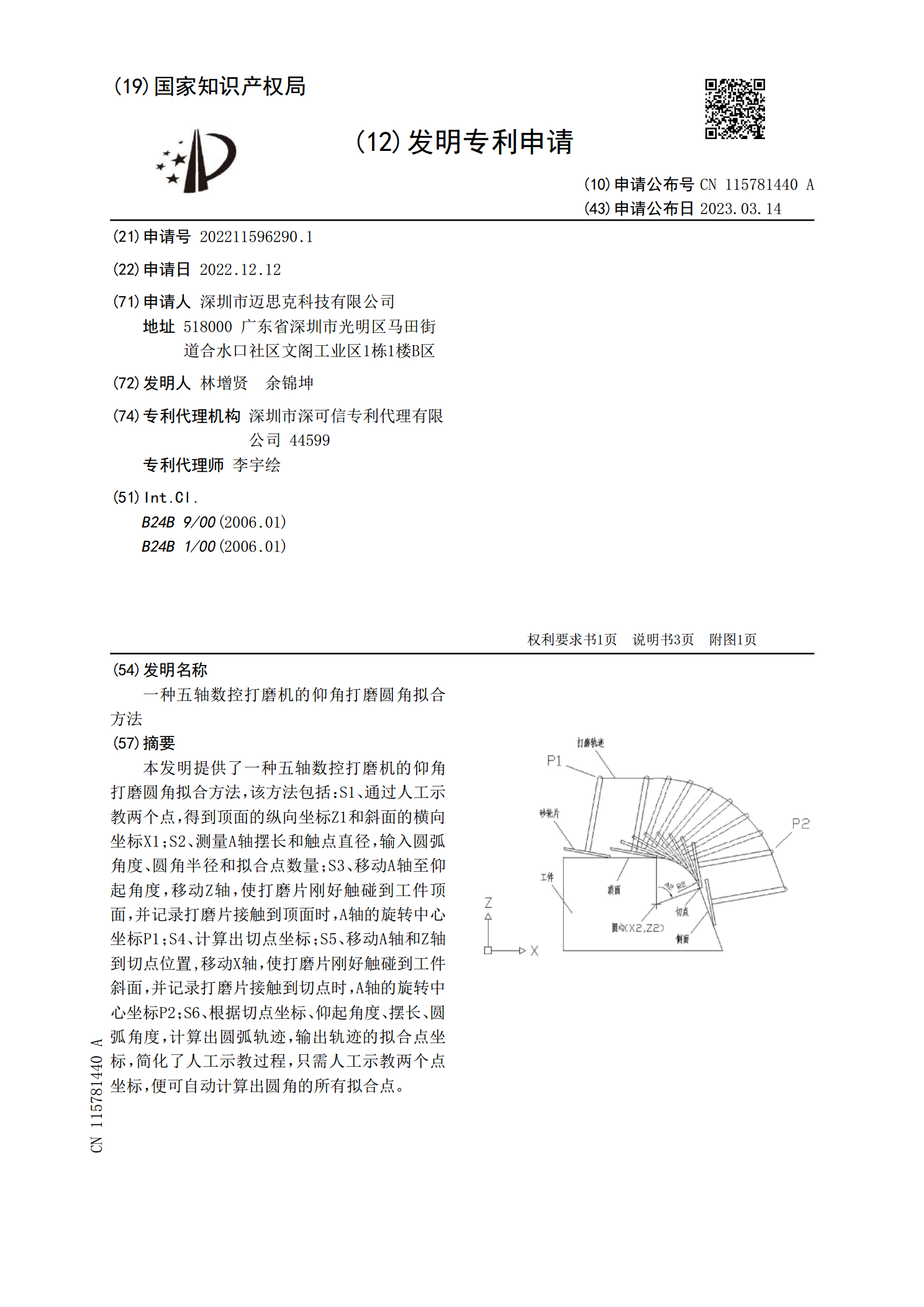
本发明提供了一种五轴数控打磨机的仰角打磨圆角拟合方法,该方法包括:S1、通过人工示教两个点,得到顶面的纵向坐标Z1和斜面的横向坐标X1;S2、测量A轴摆长和触点直径,输入圆弧角度、圆角半径和拟合点数量;S3、移动A轴至仰起角度,移动Z轴,使打磨片刚好触碰到工件顶面,并记录打磨片接触到顶面时,A轴的旋转中心坐标P1;S4、计算出切点坐标;S5、移动A轴和Z轴到切点位置,移动X轴,使打磨片刚好触碰到工件斜面,并记录打磨片接触到切点时,A轴的旋转中心坐标P2;S6、根据切点坐标、仰起角度、摆长、圆弧角度,计算出

一种五轴数控打磨机.pdf
本发明公开了一种五轴数控打磨机,涉及打磨装置技术领域;包括支撑机架、Y轴驱动组件、工作平台、X轴驱动组件、Z轴驱动组件以及加工组件;所述的支撑机架上固定有多个平台支架,所述的工作平台位于支撑机架上方并固定在平台支架的顶端,所述的Y轴驱动组件位于工作平台的下方;所述的Y轴驱动组件包括有Y轴连接座、Y轴滑轨以及Y轴驱动装置,所述的加工组件安装于Z轴驱动组件上,通过Z轴驱动组件的驱动在Z轴方向往复运动,该加工组件包括第一转动电机、第一转轴、电机连接座、第二转动电机、第二转轴、转动块、推进气缸以及打磨电机;本发明

一种数控打磨机床.pdf
本发明公开了一种数控打磨机床,其结构包括:吸屑机体、主轴装置、刀头装置、动作机箱、控制台、装载台、配电仓装置,使设备使用时,通过设有的吸屑机构,使本发明能够实现避免铁屑会留在机床内腔部,不方便进行清理,间接影响工件的加工效率的问题,使设备通过电机模组与集屑管装置的相互配合,进而自动通过电磁铁结构的吸附管对产生的铁屑进行吸附,清理更加方便,结束工序时同时通过中间抖动管装置的抖动,辅助吸附管残留附着的铁屑往下抖落收集,通过磁板的配合,进而往下掉落的铁屑集中于底部,同时在抽板的协同下,抽出可活动式磁板进而进行集
一种方箱数控打磨机.pdf
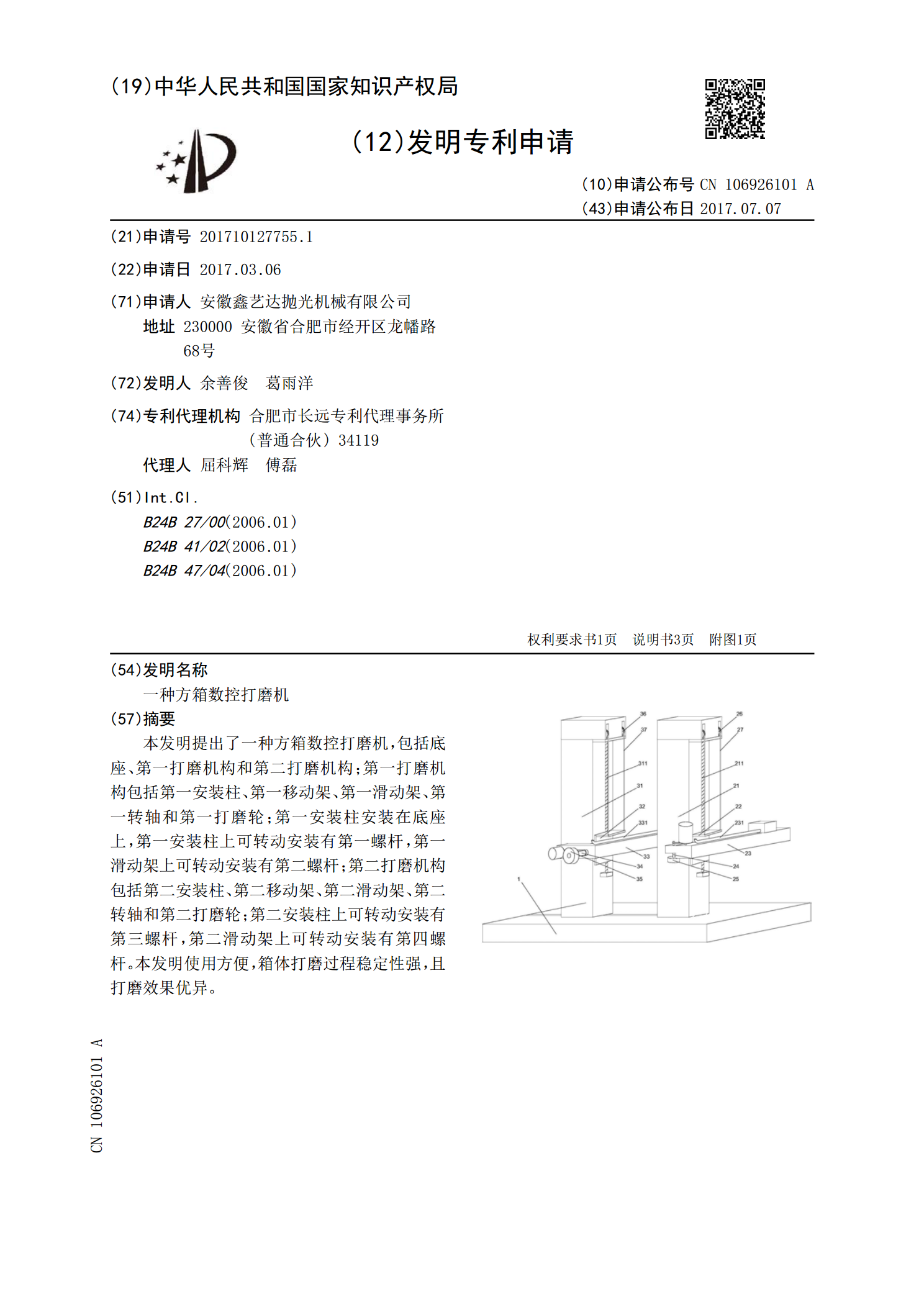
本发明提出了一种方箱数控打磨机,包括底座、第一打磨机构和第二打磨机构;第一打磨机构包括第一安装柱、第一移动架、第一滑动架、第一转轴和第一打磨轮;第一安装柱安装在底座上,第一安装柱上可转动安装有第一螺杆,第一滑动架上可转动安装有第二螺杆;第二打磨机构包括第二安装柱、第二移动架、第二滑动架、第二转轴和第二打磨轮;第二安装柱上可转动安装有第三螺杆,第二滑动架上可转动安装有第四螺杆。本发明使用方便,箱体打磨过程稳定性强,且打磨效果优异。
一种数控车轮打磨机床.pdf
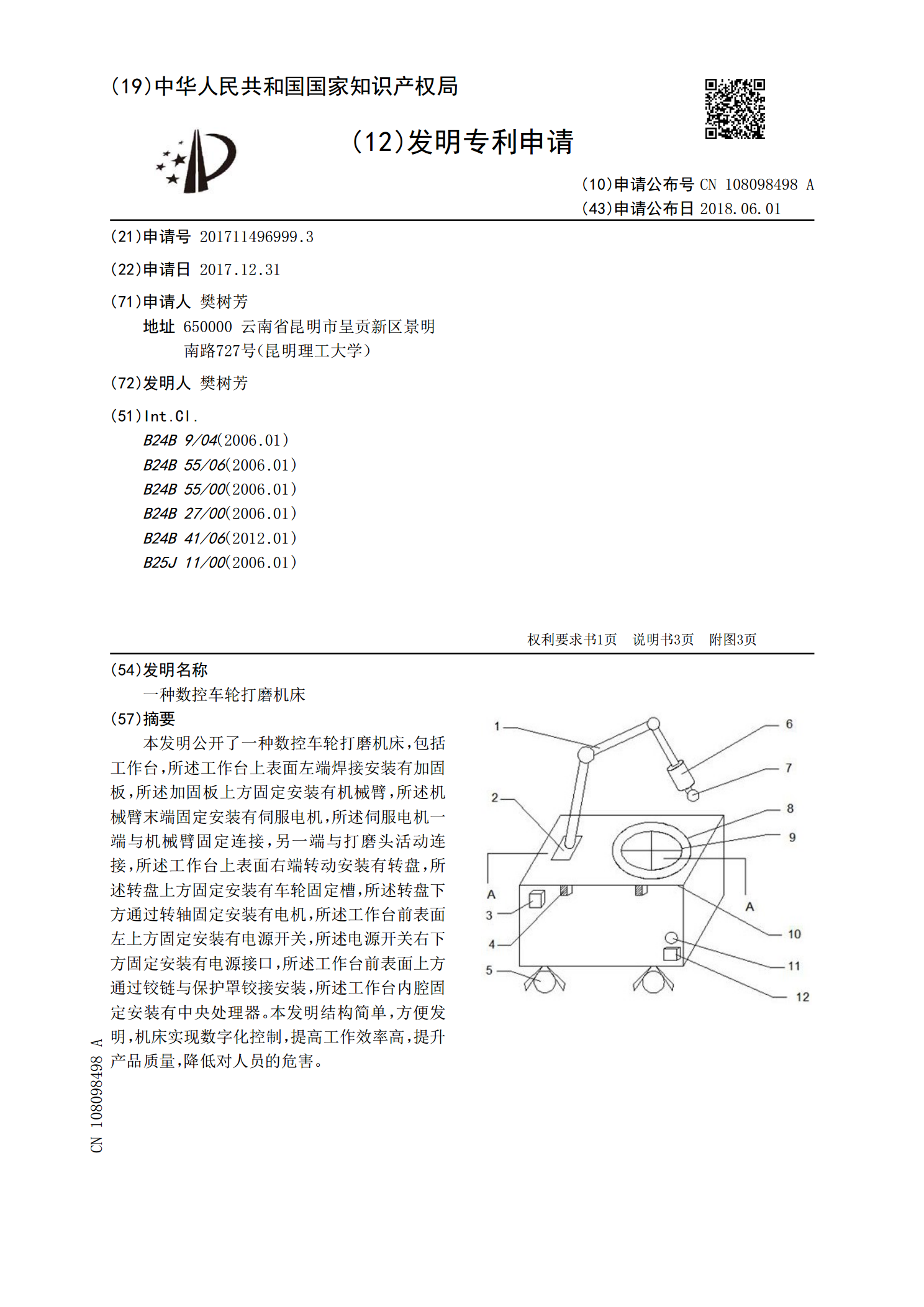
本发明公开了一种数控车轮打磨机床,包括工作台,所述工作台上表面左端焊接安装有加固板,所述加固板上方固定安装有机械臂,所述机械臂末端固定安装有伺服电机,所述伺服电机一端与机械臂固定连接,另一端与打磨头活动连接,所述工作台上表面右端转动安装有转盘,所述转盘上方固定安装有车轮固定槽,所述转盘下方通过转轴固定安装有电机,所述工作台前表面左上方固定安装有电源开关,所述电源开关右下方固定安装有电源接口,所述工作台前表面上方通过铰链与保护罩铰接安装,所述工作台内腔固定安装有中央处理器。本发明结构简单,方便发明,机床实现