
TIG(气体保护钨极焊)焊技能知识培训.ppt

是飞****文章

1/10

2/10
3/10

4/10
5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共48页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
TIG(气体保护钨极焊)焊技能知识培训.ppt
TIG焊接技能知识培训TIG焊接技能培训内容1.1焊接方法分类1.2熔化焊接的主要特征1.3气体保护电弧焊1.4TIG焊的工作原理1.5TIG焊的特点1.6TIG焊机系统连接示意图电弧焊:以气体导电时产生的电弧热为热源。熔化极:焊丝或焊条既是电极又是填充金属。非熔化极:电极(钨极)不熔化。MIG焊:金属极(熔化极)惰性气体保护焊TIG焊:钨极(非熔化极)惰性气体保护焊MAG焊:金属极(熔化极)活性气体保护焊CO2焊:二氧化碳气体保护

TIG(气体保护钨极焊)焊技能知识培训-.ppt
TIG焊接技能知识培训TIG焊接技能培训内容1.1焊接方法分类1.2熔化焊接的主要特征1.3气体保护电弧焊TIG焊的工作原理TIG焊的特点TIG焊机系统连接示意图电弧焊:以气体导电时产生的电弧热为热源。熔化极:焊丝或焊条既是电极又是填充金属。非熔化极:电极〔钨极〕不熔化。MIG焊:金属极〔熔化极〕惰性气体保护焊TIG焊:钨极〔非熔化极〕惰性气体保护焊MAG焊:金属极〔熔化极〕活性气体保护焊CO2焊:二氧化碳气体保护焊〔MAG—C焊〕1.2熔化焊接的主要特征保护类型气体保护焊的定义:用外加气体作为电弧介质并
钨极惰性气体保护焊TIG知识培训.ppt
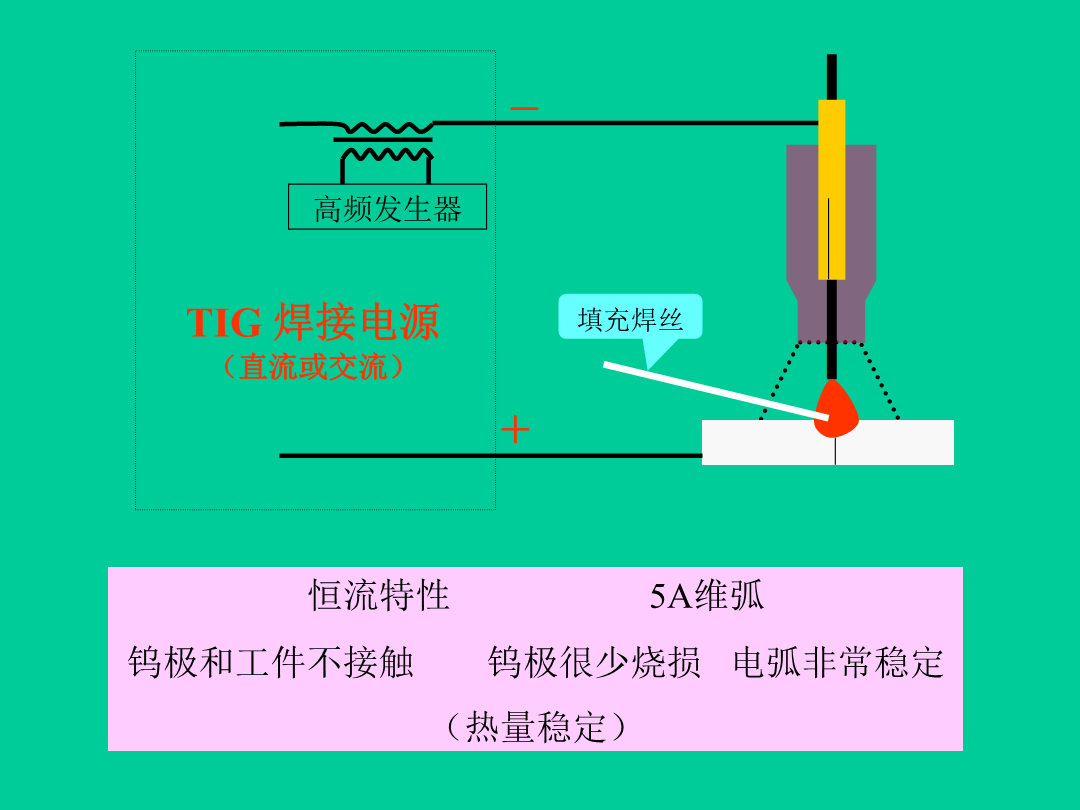
钨极惰性气体保护焊学习目标综合知识模块一TIG焊的原理及特点能力知识点一TIG焊的基本原理TIG焊分为手工和自动两种。焊接时用难熔金属钨或钨合金制成的电极基本上不熔化故容易维持电弧长度的恒定。填充焊丝在电弧前方添加当焊接薄工件时一般不需开坡口和填充焊丝;还可采用脉冲电流以防止烧穿工件。能力知识点二TIG焊的特点能力知识点三TIG焊的应用综合知识模块二TIG焊的电流种类和极性能力知识点一直流TIG焊直流反极

钨极氩弧焊TIG非熔化极气体保护焊.pptx
会计学内容提要(nèirónɡtíyào)I钨极氩弧焊的特征(tèzhēng)GTAW(TIG)GTAWGTAW的特点(tèdiǎn)GTAW的适用范围GTAW的焊接设备GTAW的焊接设备钨棒的材质和形状(xíngzhuàn)及GTAW的保护气体钨棒的材质(cáizhì)和形状及GTAW的保护气体IIGTAW过程(guòchéng)控制参数和焊机组成特征IIGTAW过程控制参数和焊机组成(zǔchénɡ)特征IIGTAW过程(guòchéng)控制参数GTAW的引弧方式(fāngshì)III接头(jiē

钨极气体保护焊.docx
气体保护焊是利用外加气体作为保护介质的一种电弧焊方法,其优点是电弧和熔池可见性好,操作方便:没有熔渣或很少熔渣,勿需焊后清渣,适应于各种位置的焊接。但在室外作业时需采取专门的防风措施。根据保护气体的活性程度,气体保护焊可以分为惰性气体保护焊和活性气体保护焊。钨极氩气保护焊是典型的惰性气体保护焊,它是在氩气(Ar)的保护下,利用钨电极与工件间产生的电弧热熔化母材和填充焊丝(如果使用填充焊丝)的一种焊接方法,通常我们一般用英文简称TIG(TungstenInertGasWelding)焊表示。钨极氩弧焊原理、