
铆合工艺.doc

音景****ka

1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铆合工艺.doc
慈溪市长河镇星海杯厂锡焊通用工艺产品型号K2K3K4K5文件号QXH/GY01-2003产品名称耦合器装配图名称工序号10工序名称装配车间装配工段装配设备工序工时编号工艺附图:(无)工步号工步内容工艺要求工艺装备辅助材料工时定额1将耦合器头或座均翻转使底部铆合处向上2用毛笔在铆合处均匀地刷上焊锡膏焊锡膏不宜太多面积应与铆合处一致不宜超出太多。3将焊锡丝放在铆合处上方用烙铁从焊锡丝距YZ-118100W端点3-4毫米处点下4将焊锡均匀地焊于铆合处。烙铁与

铆合工艺.doc
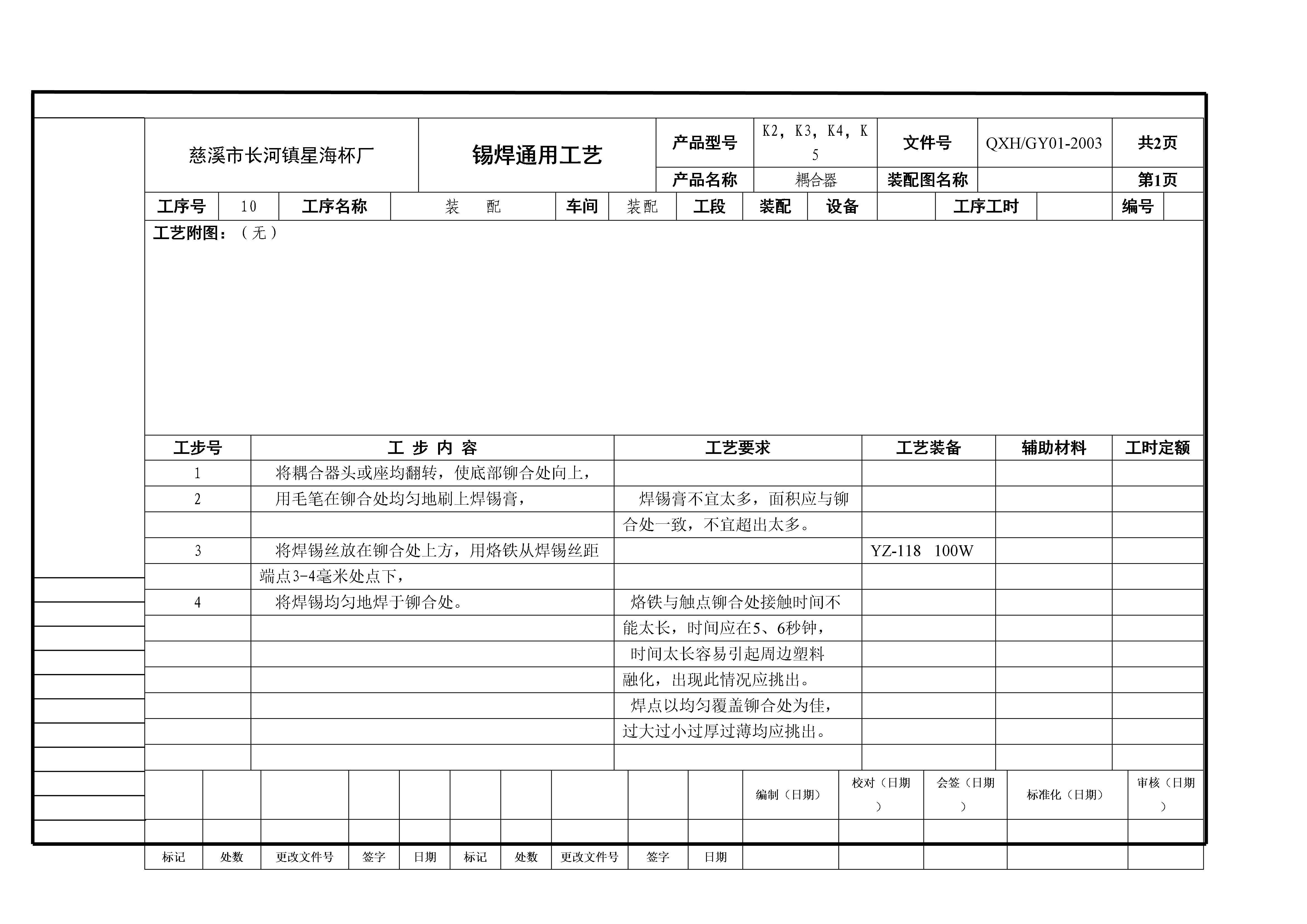
慈溪市长河镇星海杯厂锡焊通用工艺产品型号K2,K3,K4,K5文件号QXH/GY01-2003产品名称耦合器装配图名称工序号10工序名称装配车间装配工段装配设备工序工时编号工艺附图:(无)工步号工步内容工艺要求工艺装备辅助材料工时定额1将耦合器头或座均翻转,使底部铆合处向上,2用毛笔在铆合处均匀地刷上焊锡膏,焊锡膏不宜太多,面积应与铆合处一致,不宜超出太多。3将焊锡丝放在铆合处上方,用烙铁从焊锡丝距YZ-118100W端点3-4毫米处点下,4将焊锡均匀地焊于铆合处。烙铁与触点铆合处接触时间不能太长,时间应

铆合工艺.doc
慈溪市长河镇星海杯厂锡焊通用工艺产品型号K2,K3,K4,K5文件号QXH/GY01-2003产品名称耦合器装配图名称工序号10工序名称装配车间装配工段装配设备工序工时编号工艺附图:(无)工步号工步内容工艺要求工艺装备辅助材料工时定额1将耦合器头或座均翻转,使底部铆合处向上,2用毛笔在铆合处均匀地刷上焊锡膏,焊锡膏不宜太多,面积应与铆合处一致,不宜超出太多。3将焊锡丝放在铆合处上方,用烙铁从焊锡丝距YZ-118100W端点3-4毫米处点下,4将焊锡均匀地焊于铆合处。烙铁与触点铆合处接触时间不能太长,时间应
自动铆合机的铆合机构.pdf
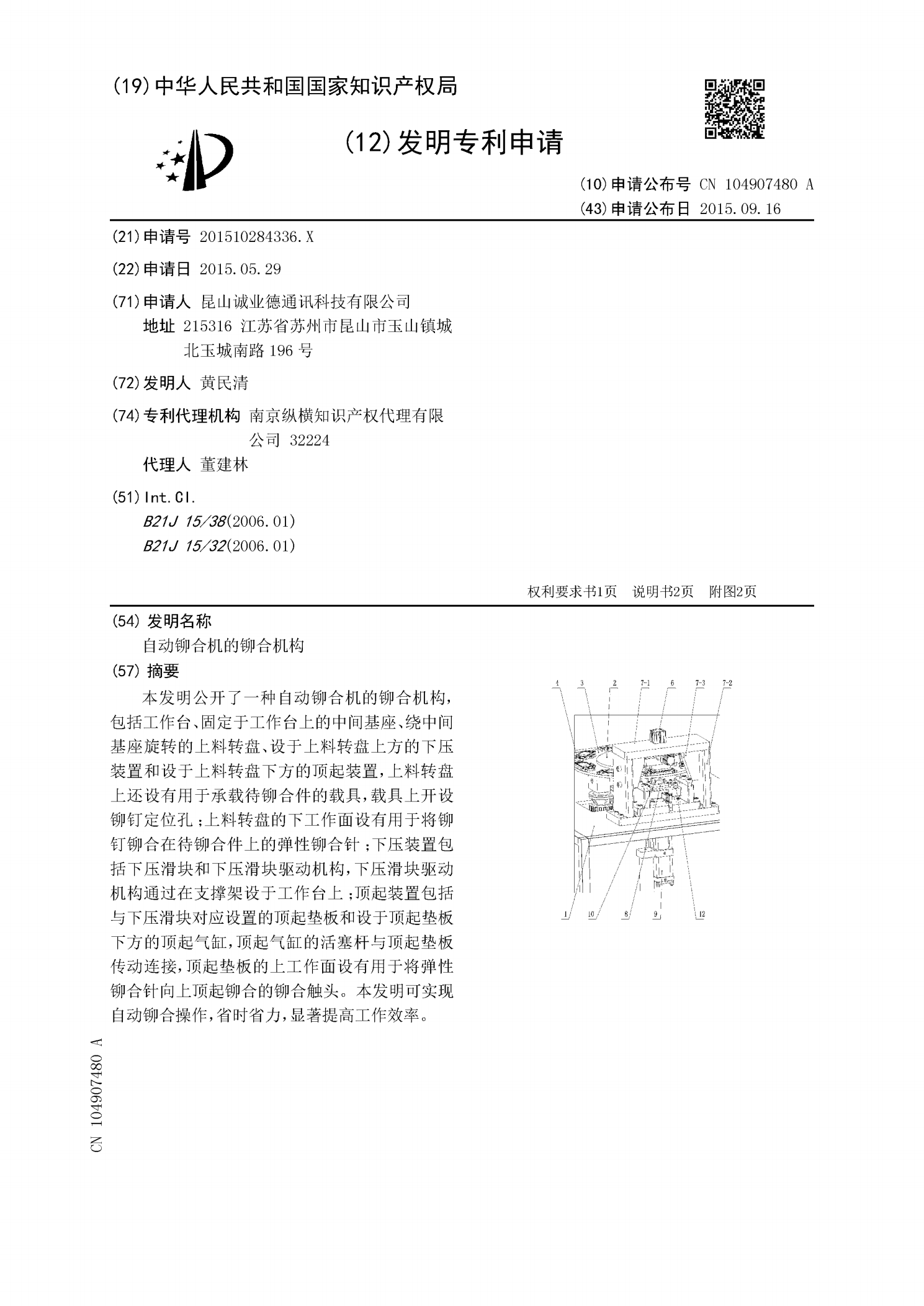
本发明公开了一种自动铆合机的铆合机构,包括工作台、固定于工作台上的中间基座、绕中间基座旋转的上料转盘、设于上料转盘上方的下压装置和设于上料转盘下方的顶起装置,上料转盘上还设有用于承载待铆合件的载具,载具上开设铆钉定位孔;上料转盘的下工作面设有用于将铆钉铆合在待铆合件上的弹性铆合针;下压装置包括下压滑块和下压滑块驱动机构,下压滑块驱动机构通过在支撑架设于工作台上;顶起装置包括与下压滑块对应设置的顶起垫板和设于顶起垫板下方的顶起气缸,顶起气缸的活塞杆与顶起垫板传动连接,顶起垫板的上工作面设有用于将弹性铆合针向
五金冲压件铆合工艺.ppt
嘉彰科技(苏州)有限公司五金冲压件目前常用材料1.1板金常见材料介绍1.2不锈钢系列1.3铝材系列1.4铁板系列铆合知识2.1模具铆合2.2模具组成通过模具挤压将材料挤入铆柱凹槽内的一种粘合动作,使铆柱和五金件的牢固结合,获取最终使用牙孔时无牙紧,松动等异常状况发生。铆合检测相关工具扭力起子铆合后检验注意事项5.1铆合后需注意问题TheEnd