
酸洗工艺.doc

一吃****永贺


1/10
2/10
3/10
4/10
5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
酸洗工艺.doc
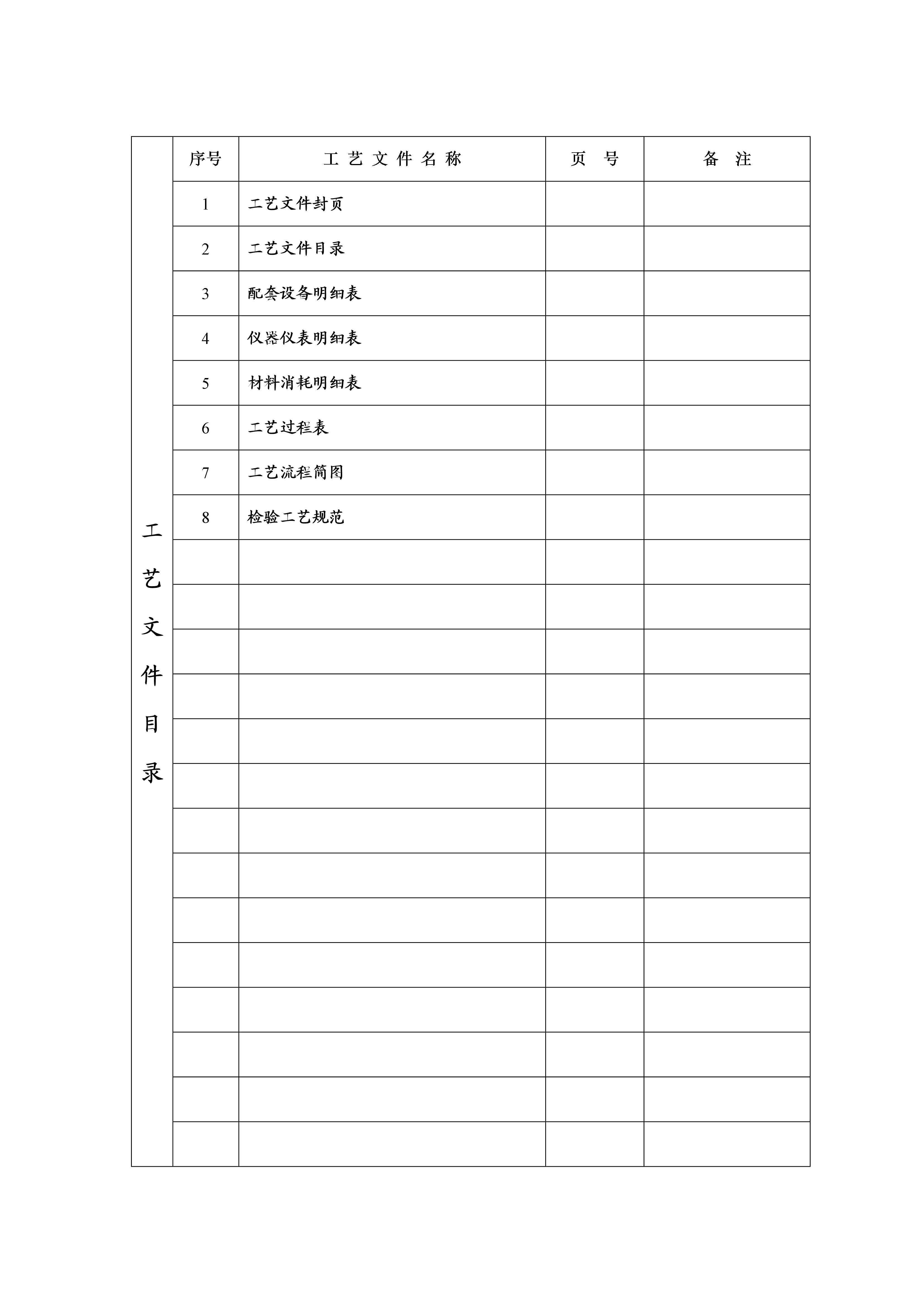
大自然钢业集团有限公司工艺文件酸洗工艺文件第1册共1册共页编制/日期审核/日期批准/日期付建勇/2011.5.12工艺文件目录序号工艺文件名称页号备注1工艺文件封页2工艺文件目录3配套设备明细表4仪器仪表明细表5材料消耗明细表6工艺过程表7工艺流程简图8检验工艺规范配套设备明细表序号名称规格型号数量备注1推拉式酸洗机组145011.1钢卷小车11.2开卷机11.3侧导对中装置11

酸洗工艺.doc
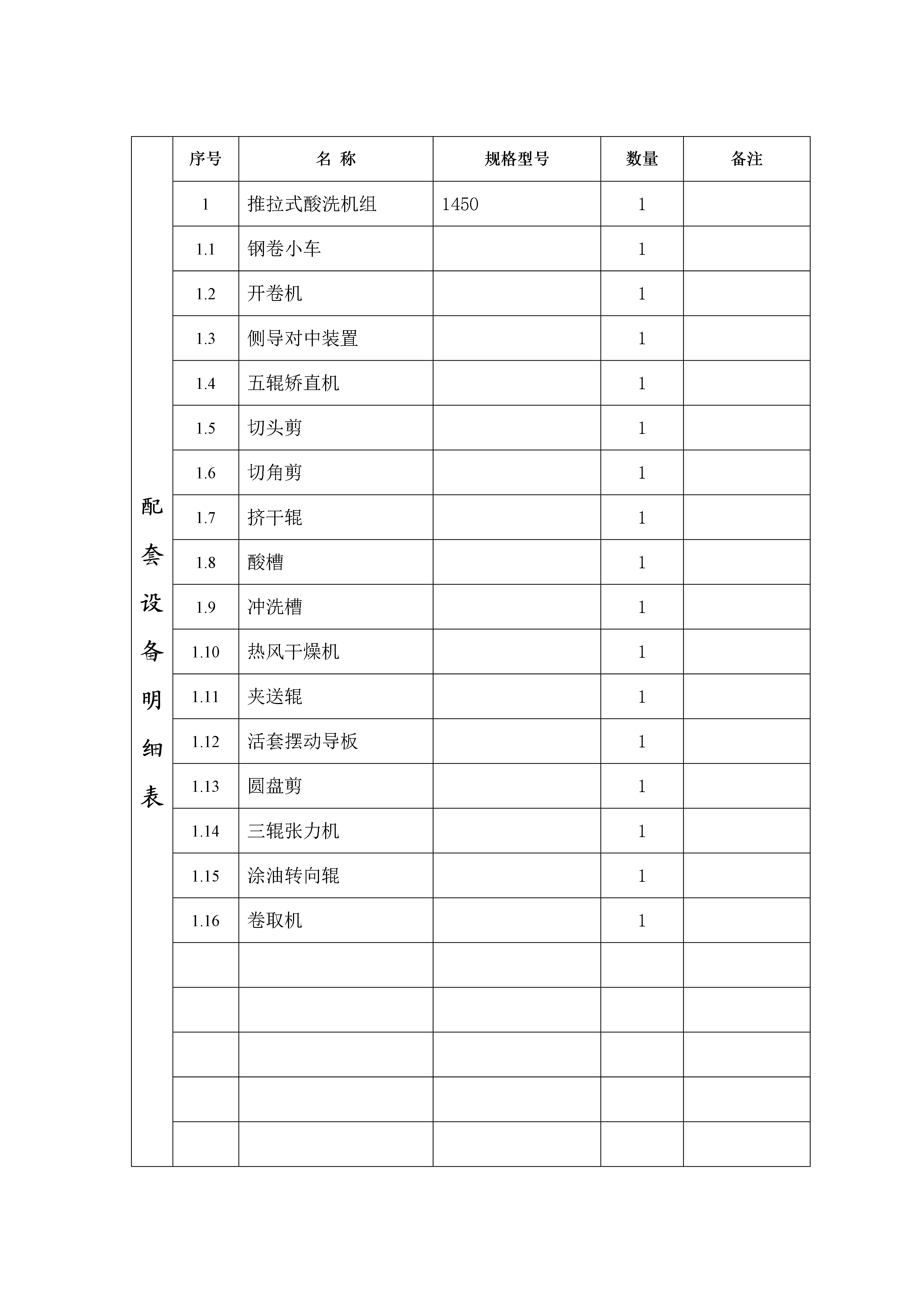
大自然钢业集团有限公司工艺文件酸洗工艺文件第1册共1册共页编制/日期审核/日期批准/日期付建勇/2011.5.12工艺文件目录序号工艺文件名称页号备注1工艺文件封页2工艺文件目录3配套设备明细表4仪器仪表明细表5材料消耗明细表6工艺过程表7工艺流程简图8检验工艺规范配套设备明细表序号名称规格型号数量备注1推拉式酸洗机组145011.1钢卷小车11.2开卷机11.3侧导对中装置11.4五辊矫直机11.5切头剪11.6切角剪11.7挤干辊11.8酸槽11.9冲洗槽11.10热风干燥机11.11夹送辊11.12
酸洗工艺.doc
大自然钢业集团有限公司工艺文件酸洗工艺文件第1册共1册共页编制/日期审核/日期批准/日期付建勇/2011.5.12工艺文件目录序号工艺文件名称页号备注1工艺文件封页2工艺文件目录3配套设备明细表4仪器仪表明细表5材料消耗明细表6工艺过程表7工艺流程简图8检验工艺规范配套设备明细表序号名称规格型号数量备注1推拉式酸洗机组145011.1钢卷小车11.2开卷机11.3侧导对中装置11.4五辊矫直机11.5切头剪11.6切角剪11.7挤干辊11.8酸槽11.9冲洗槽11.10热风干燥机11.11夹送辊11.12

酸洗工艺.doc
大自然钢业集团有限公司工艺文件酸洗工艺文件第1册共1册共页编制/日期审核/日期批准/日期付建勇/2011.5.12工艺文件目录序号工艺文件名称页号备注1工艺文件封页2工艺文件目录3配套设备明细表4仪器仪表明细表5材料消耗明细表6工艺过程表7工艺流程简图8检验工艺规范配套设备明细表序号名称规格型号数量备注1推拉式酸洗机组145011.1钢卷小车11.2开卷机11.3侧导对中装置11.4五辊矫直机11.5切头剪11.6切角剪11.7挤干辊11.8酸槽11.9冲洗槽11.10热风干燥机11.11夹送辊11.12

酸洗工艺.docx
编号:时间:2021年x月x日书山有路勤为径学海无涯苦作舟页码:大自然钢业集团有限公司工艺文件酸洗工艺文件第1册共1册共页编制/日期审核/日期批准/日期付建勇/2011.5.12工艺文件目录序号工艺文件名称页号备注1工艺文件封页2工艺文件目录3配套设备明细表4仪器仪表明细表5材料消耗明细表6工艺过程表7工艺流程简图8检验工艺规范配套设备明