
脉冲燃烧工艺优化.pdf

永香****能手


1/8
2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
脉冲燃烧工艺优化.pdf
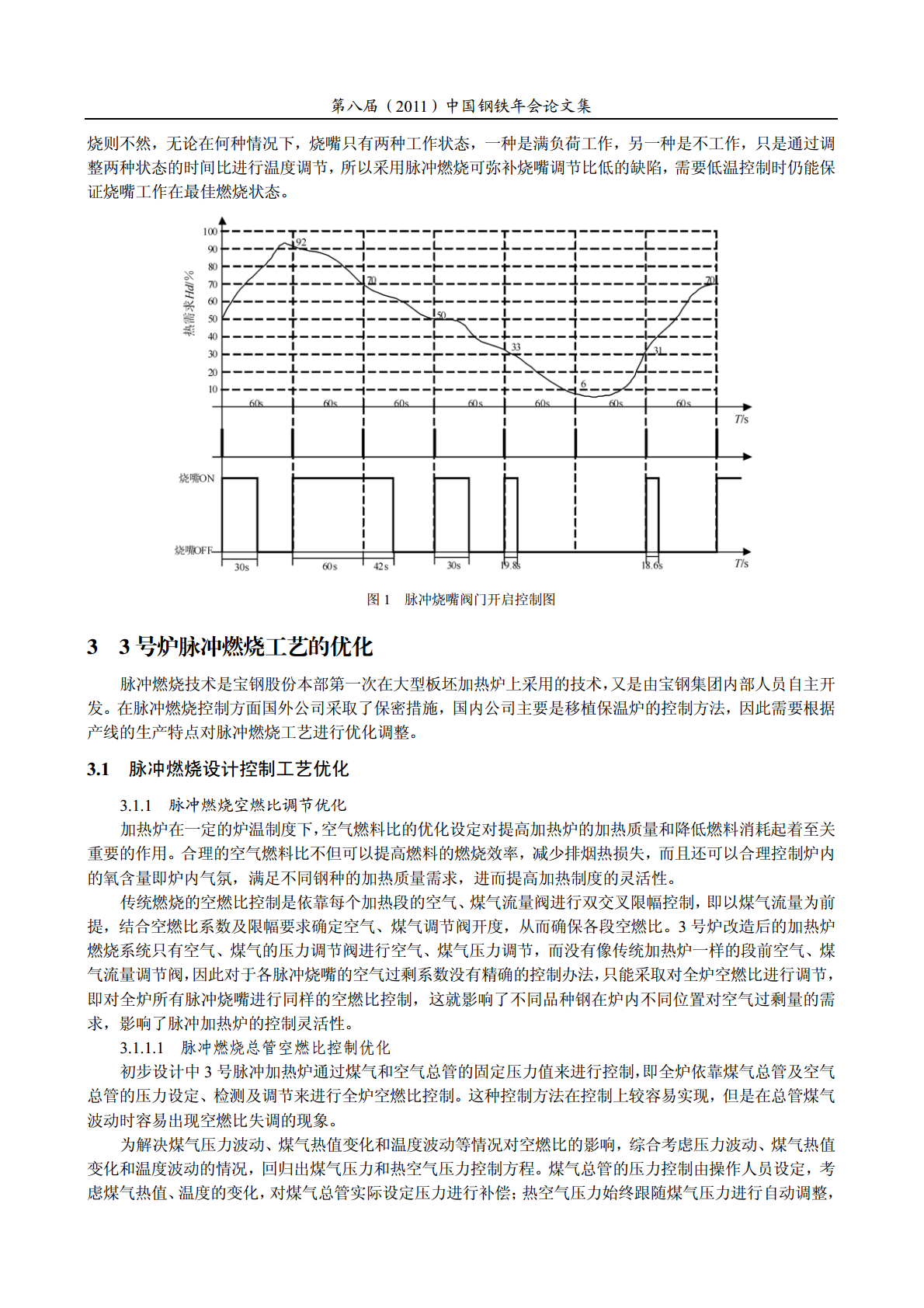
脉冲燃烧工艺优化胡凤洋孙立为秦建超(宝钢股份热轧厂上海200941)摘要2050产线3号炉技改后采用了脉冲燃烧控制技术脉冲燃烧是第一次在宝钢板坯加热炉上使用。针对设计和生产过程中遇到的问题对脉冲燃烧的工艺进行优化调整以满足现场生产的需要提高脉冲燃烧加热炉的加热质量和

卡托普利脉冲胶囊制备工艺优化.docx
卡托普利脉冲胶囊制备工艺优化标题:卡托普利脉冲胶囊制备工艺优化摘要:卡托普利脉冲胶囊是一种用于治疗高血压的药物制剂,其制备工艺的优化对于提高制剂的质量、稳定性和口服给药的疗效具有重要意义。本文将从粉碎步骤、颗粒制备、胶囊包装等方面对卡托普利脉冲胶囊的制备工艺进行优化,以提高制剂的制备效果和质量。关键词:卡托普利脉冲胶囊;制备工艺;优化;质量一、引言卡托普利是一种血管紧张素转换酶抑制剂,具有降低血压、改善心脏功能等多种药理作用。近年来,随着人们对生活质量的要求提高,对药物口服给药的需求也逐渐增加。卡托普利脉

木质纤维脉冲-旋流气流干燥工艺与脉冲管过渡角的优化.docx
木质纤维脉冲-旋流气流干燥工艺与脉冲管过渡角的优化木质纤维脉冲-旋流气流干燥工艺与脉冲管过渡角的优化摘要木质纤维的干燥过程在许多工业领域中具有重要的应用。为了提高干燥效率和产品质量,本文研究了木质纤维脉冲-旋流气流干燥工艺,并通过优化脉冲管过渡角来改善干燥效果。实验结果表明,木质纤维在脉冲-旋流气流中干燥时,干燥速度较快,干燥效果良好,并且脉冲管过渡角的优化可以进一步提高干燥效率和产品质量。关键词:木质纤维,干燥工艺,脉冲-旋流气流,脉冲管,过渡角1.引言木质纤维在许多行业中广泛应用,如家具制造、建筑材料

脉冲强光对枯草芽孢杆菌的致死工艺优化.docx
脉冲强光对枯草芽孢杆菌的致死工艺优化标题:脉冲强光对枯草芽孢杆菌的致死工艺优化摘要:枯草芽孢杆菌是一种常见的土壤细菌,对农作物和人类健康构成潜在威胁。传统的枯草芽孢杆菌控制方法受到限制,因此寻找一种高效、环保的杀菌方法是迫切的需求。本研究旨在优化脉冲强光对枯草芽孢杆菌的致死工艺,探索其杀菌效果及影响因素,为脉冲强光技术在农业领域的应用提供理论依据。1.引言枯草芽孢杆菌的广泛存在导致了农业生产中的巨大损失。传统的杀菌方法如化学药剂的使用存在着环境和健康问题。因此,开发一种环保、高效的杀菌技术对于枯草芽孢杆菌

基于结合部优化的脉冲燃烧风洞测力系统动态特性优化.docx
基于结合部优化的脉冲燃烧风洞测力系统动态特性优化摘要:本文针对脉冲燃烧风洞测力系统的动态特性进行研究,通过对结合部的优化,改进系统的动态响应能力,提高风洞测力系统的精度和可靠性。本文首先介绍了脉冲燃烧风洞测力系统的结构原理和工作原理,然后针对该系统的动态响应和失真问题,进行了分析和研究。通过设计和实验验证,优化了传感器和数据采集系统的结合部,提高了系统的动态响应能力和准确度。关键词:脉冲燃烧风洞,测力系统,结合部优化1.引言脉冲燃烧风洞是一种重要的气动试验设备,能够模拟飞行器在大气中的飞行状态,进行流场、