
聚丙烯薄壁件的注塑成型工艺研究.pdf

邻家****文章

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

聚丙烯薄壁件的注塑成型工艺研究.pdf
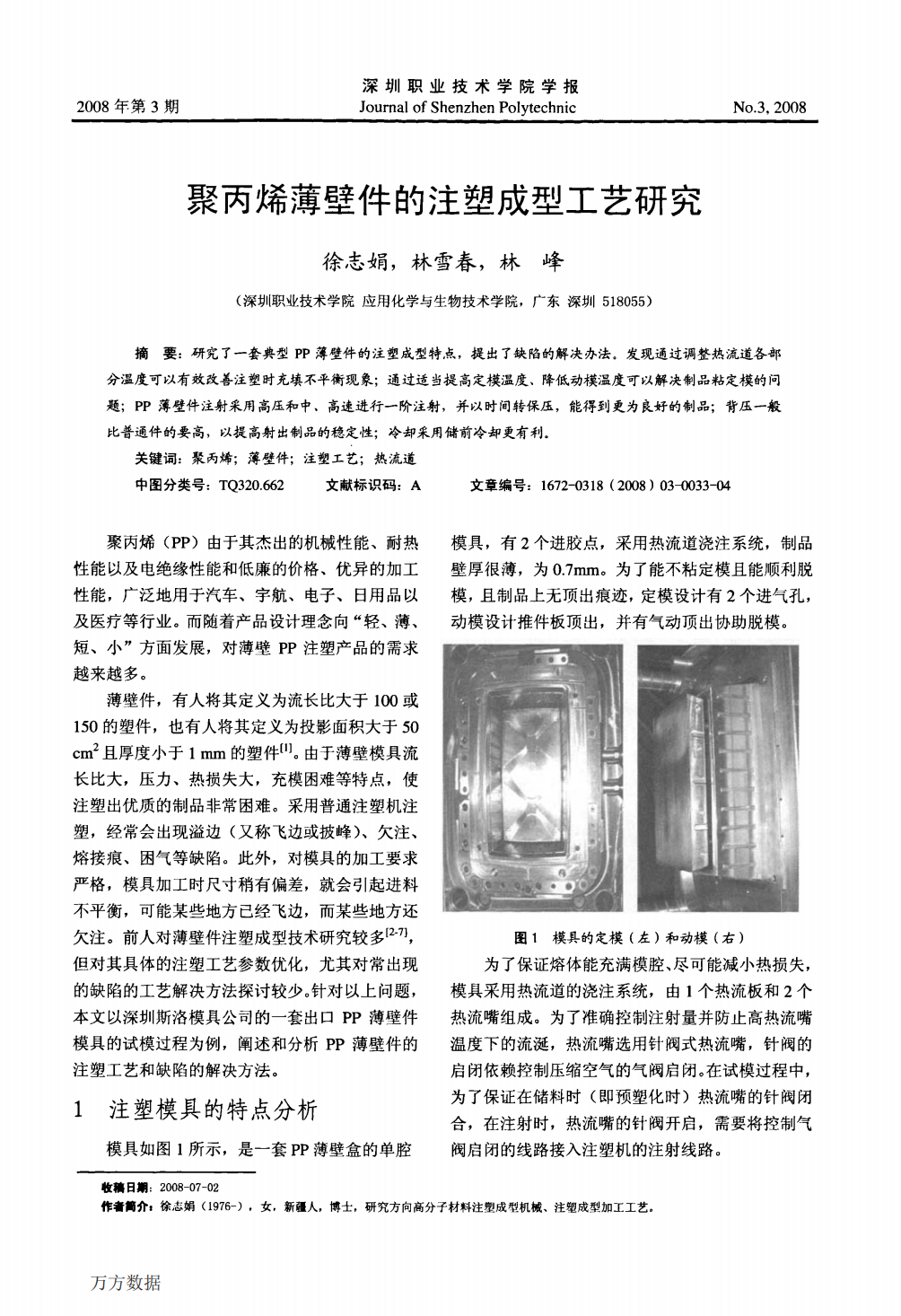
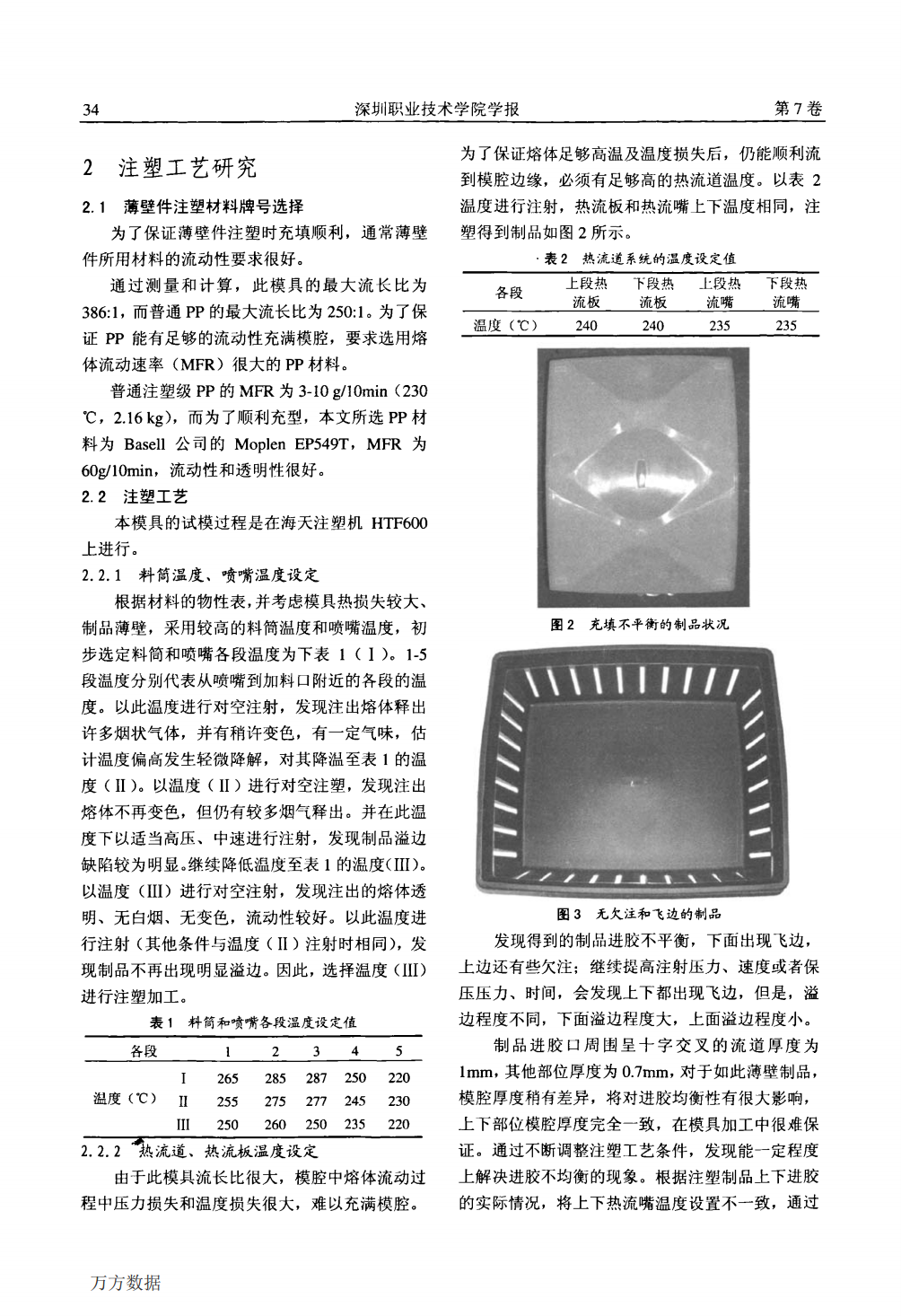
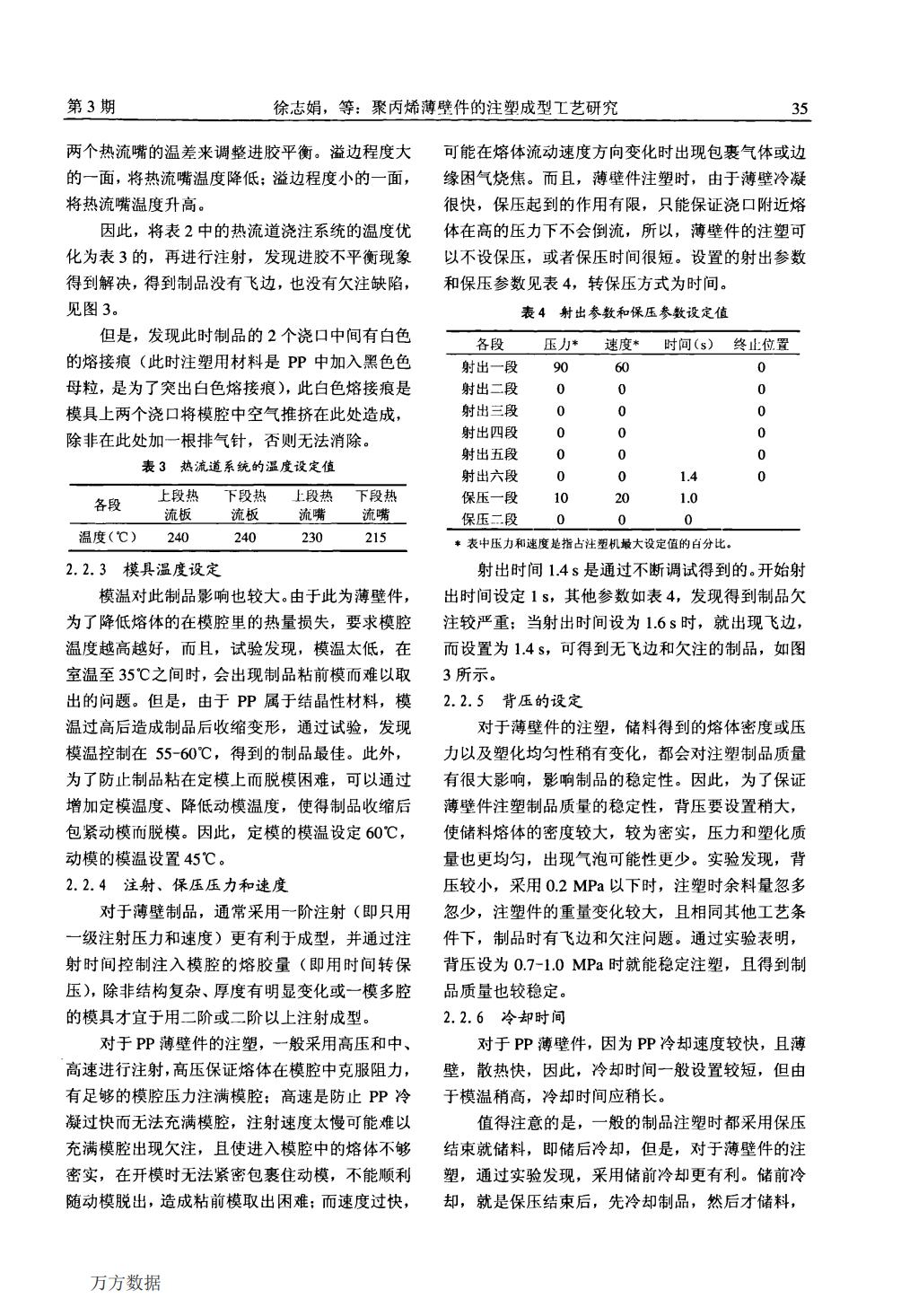
万方数据聚丙烯薄壁件的注塑成型工艺研究注塑模具的特点分析徐志娟林雪春林峰20083深圳职业技术学院学报聚丙烯由于其杰出的机械性能、耐热性能以及电绝缘性能和低廉的价格、优异的加工性能广泛地用于汽车、宇航、电子、日用品以及医疗等行业。而随着产品设计理念向“轻、薄、短、小”方面发展对薄壁注塑产品的需求越来越多。10015050

聚丙烯薄壁件的注塑成型工艺研究.docx
聚丙烯薄壁件的注塑成型工艺研究摘要:聚丙烯薄壁件是当前注塑成型中广泛使用的材料和产品之一,越来越多的工艺要求和市场需求使其成为注塑方面研究的重点。本文主要研究聚丙烯薄壁件的注塑成型工艺,并通过多种参数测试,分析聚丙烯薄壁件注塑成型过程中的关键因素和影响因素,以提高产量和优化产品质量,为行业的进一步发展大力贡献。关键词:聚丙烯薄壁件;注塑成型;工艺研究;关键因素;影响因素;优化质量一、引言随着经济的快速发展和产业结构调整的不断深入,投资者更加关注注塑成型行业的投资机会。而聚丙烯薄壁件,以其特殊的材质和广泛的

薄壁注塑件成型工艺参数优化研究.docx
薄壁注塑件成型工艺参数优化研究摘要:本文对薄壁注塑件的成型工艺参数进行了研究与优化。首先介绍了薄壁注塑件的特点和应用,然后探讨了影响成型工艺的关键因素,包括温度、压力、时间、速度和材料等方面。接下来介绍了常用的成型工艺参数优化方法,如统计学方法、人工神经网络、模拟退火算法等。最后,通过实验验证了优化后的工艺参数对薄壁注塑件成型的影响,证明了优化的有效性和实用性,为薄壁注塑件的生产提供了参考和指导。关键词:薄壁注塑件;成型工艺参数;优化;实验一、介绍薄壁注塑件具有结构简单、质量轻、成本低、制造周期短等优点,

薄壁注塑件成型工艺参数优化研究的中期报告.docx
薄壁注塑件成型工艺参数优化研究的中期报告本研究旨在探究薄壁注塑件成型工艺参数的优化方法,以提高薄壁注塑件的成型质量和生产效率。本中期报告主要介绍了研究的背景与意义、研究进展及存在问题。一、研究背景与意义随着人们对产品外观和性能的要求越来越高,薄壁注塑技术越来越受到关注。薄壁注塑件在汽车、家电、电子、医疗等领域有着广泛的应用,但其成型过程中容易出现短射、气泡、收缩等问题,影响产品的质量,降低生产效率。因此,对薄壁注塑件成型工艺参数进行优化,可以提高产品的质量、降低生产成本,具有重要的研究意义和实际应用价值。

薄壁塑件注塑成型的数值模拟和成型工艺参数优化的研究的综述报告.docx
薄壁塑件注塑成型的数值模拟和成型工艺参数优化的研究的综述报告随着现代工业的发展,注塑成型技术在生产制造过程中得到了广泛应用。其中,薄壁塑件注塑成型技术因其高效、低成本和高质量等优点,受到了越来越多的关注。然而,在实际应用过程中,薄壁塑件注塑成型面临着许多挑战,如如如制品表面质量、尺寸精度和破裂等问题。数值模拟成为研究薄壁塑件注塑成型的重要手段。早期的数值模拟主要集中在文献分析、理论计算和实验验证,而近年来随着计算机软件的发展,CFD(ComputationalFluidDynamics)和CAE(Comp