
注塑工艺参数及调整.ppt

Jo****31

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共33页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

注塑工艺参数及调整.ppt
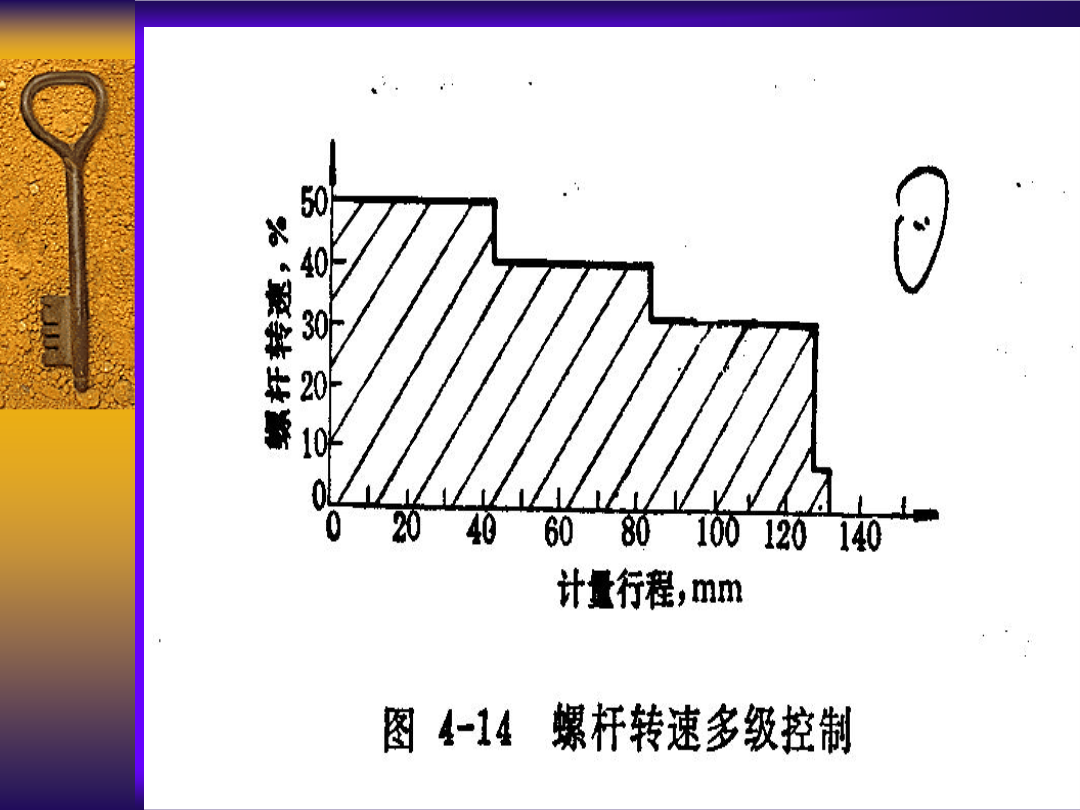
注塑工藝參數及其調整1注射量註射量是指注塑机螺桿在註塑時向模具內所註射的熔体量.注射量=螺桿推進容積*ρ*Cρ為注塑物料密度C對結晶型聚合物為0.85對非結晶型聚合物為0.93注塑机不可用來加工小于注射量1/10或超過注射量70%的制品計量行程(預塑行程)每次注射程序終止后螺杆處在料桶的最前端當預塑程序到達時螺杆開始旋轉物料被送到螺杆頭部螺杆在物料的反作用下后退碰到限位開關為止此過程為計量過程.

注塑工艺参数及其调整.docx
注塑工艺参数及其调整一、注塑过程可以简单的表示如下:上一周期完了——闭模——填充——保压——回胶——冷却——开模——脱模——开始下一周期在填充保压降段,模腔压力随时间推移而上升,填充满型腔之后压力将保持在一个相对静态的状态,以补充由于收缩而产生的胶量不足,另外此压力可以防止由于注射的降低而产生的胶体倒流现象,这就是保压阶段,保压完了之后模腔压力逐渐下降,并随时间推移理论上可以降到零,但实际并不为零,所以脱模之后制品内部内存内应力,因而有的产品需经过后处理,清除残存应力。所谓应力,就是来傅高子链或者链段自由

注塑工艺参数及其调整.doc
注塑工艺参数及其调整(时间:2009-5-1313:15:43共有4728人次浏览)一、注塑过程可以简单的表示如下:上一周期完了——闭模——填充——保压——回胶——冷却——开模——脱模——开始下一周期在填充保压降段,模腔压力随时间推移而上升,填充满型腔之后压力将保持在一个相对静态的状态,以补充由于收缩而产生的胶量不足,另外此压力可以防止由于注射的降低而产生的胶体倒流现象,这就是保压阶段,保压完了之后模腔压力逐渐下降,并随时间推移理论上可以降到零,但实际并不为零,所以脱模之后制品内部内存内应力,因而有的产品

注塑工艺参数及其调整.doc
注塑工艺参数及其调整(时间:2009-5-1313:15:43共有4728人次浏览)一、注塑过程可以简单的表示如下:上一周期完了——闭模——填充——保压——回胶——冷却——开模——脱模——开始下一周期在填充保压降段,模腔压力随时间推移而上升,填充满型腔之后压力将保持在一个相对静态的状态,以补充由于收缩而产生的胶量不足,另外此压力可以防止由于注射的降低而产生的胶体倒流现象,这就是保压阶段,保压完了之后模腔压力逐渐下降,并随时间推移理论上可以降到零,但实际并不为零,所以脱模之后制品内部内存内应力,因而有的产品
注塑工艺参数及其调整.docx
编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:注塑工艺参数及其调整(时间:2009-5-1313:15:43共有4728人次浏览)一、注塑过程可以简单的表示如下:上一周期完了——闭模——填充——保压——回胶——冷却——开模——脱模——开始下一周期在填充保压降段,模腔压力随时间推移而上升,填充满型腔之后压力将保持在一个相对静态的状态,以补充由于收缩而产生的胶量不足,另外此压力可以防止由于注射的降低而产生的胶体倒流现象,这就是保压阶段,保压完了之后模腔压力逐渐下降,并随时间