
拉深工艺与拉深模设计.ppt

小新****ou


1/10

2/10

3/10

4/10

5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共146页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

拉深工艺与拉深模设计.pptx
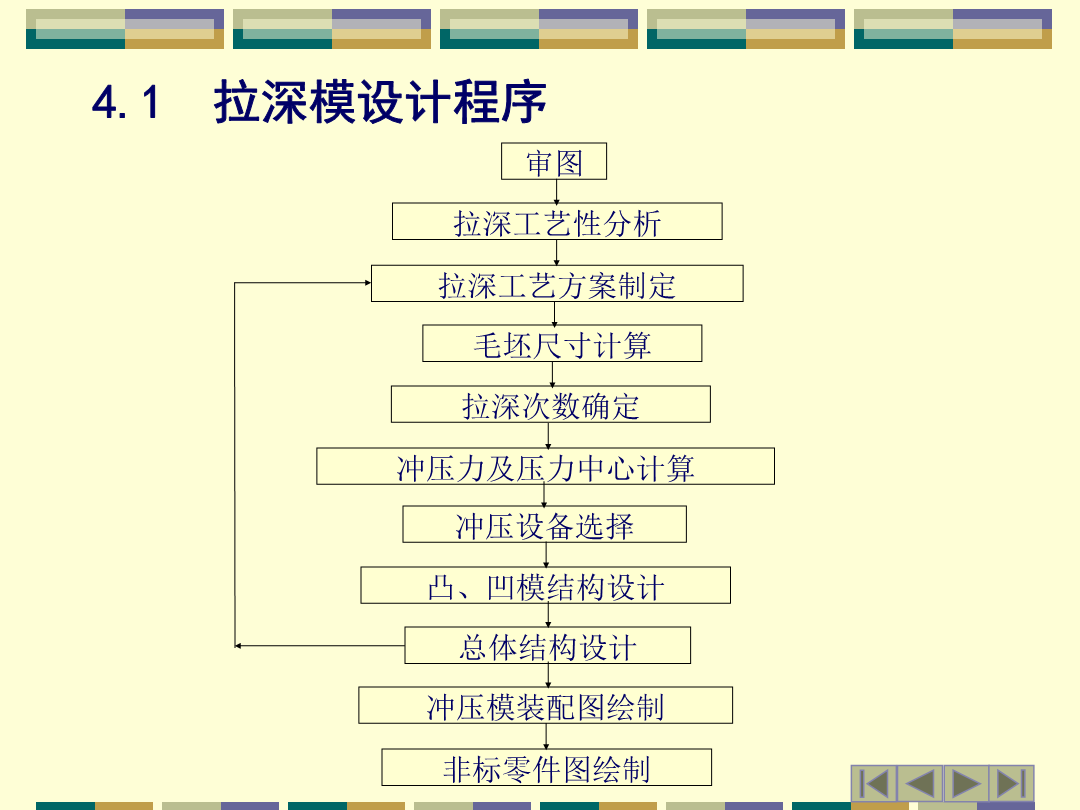
会计学概述拉深:指将一定形状的平板毛坯通过拉深模冲压成各种形状的开口空心件,或以开口空心件为毛坯通过拉深进一步使空心件改变形状和尺寸的一种冷冲压加工方法。类型:不变薄拉深、变薄拉深不变薄拉深:在拉深过程中不产生较大的变薄,筒壁与筒底厚度较一致的拉深工艺。变薄拉深:指以空心开口零件为毛坯,通过减小壁厚成形零件的拉深工艺。拉深件拉深模4.1拉深模设计程序课后思考4.2审图与拉深工艺性分析学习目标:掌握拉深件的结构工艺性要求,了解拉深件在公差、材料上的要求,掌握拉深件工序安排的一般原则。教学要求:根据弯曲件的结

拉深工艺与拉深模设计.ppt
拉深工艺与拉深模具设计概述拉深:指将一定形状的平板毛坯通过拉深模冲压成各种形状的开口空心件,或以开口空心件为毛坯通过拉深进一步使空心件改变形状和尺寸的一种冷冲压加工方法。类型:不变薄拉深、变薄拉深不变薄拉深:在拉深过程中不产生较大的变薄,筒壁与筒底厚度较一致的拉深工艺。变薄拉深:指以空心开口零件为毛坯,通过减小壁厚成形零件的拉深工艺。拉深件拉深模4.1拉深模设计程序课后思考4.2审图与拉深工艺性分析学习目标:掌握拉深件的结构工艺性要求,了解拉深件在公差、材料上的要求,掌握拉深件工序安排的一般原则。教学要求

拉深工艺及拉深模设计.doc
拉深工艺及拉深模设计本章内容简介:本章在分析拉深变形过程及拉深件质量影响原因旳基础上,简介拉深工艺计算、工艺方案制定和拉深模设计。波及拉深变形过程分析、拉深件质量分析、圆筒形件旳工艺计算、其他形状零件旳拉深变形特点、拉深工艺性分析与工艺方案确定、拉深模经典构造、拉深模工作零件设计、拉深辅助工序等。学习目旳与规定:1.理解拉深变形规律、掌握拉深变形程度旳表达;2.掌握影响拉深件质量旳原因;3.掌握拉深工艺性分析。重点:1.拉深变形特点及拉深变形程度旳表达;2.影响拉深件质量旳原因;3.拉深工艺性分析。难点:
拉深工艺与拉深模设计.ppt
拉深工艺与拉深模具设计概述拉深:指将一定形状的平板毛坯通过拉深模冲压成各种形状的开口空心件或以开口空心件为毛坯通过拉深进一步使空心件改变形状和尺寸的一种冷冲压加工方法。类型:不变薄拉深、变薄拉深不变薄拉深:在拉深过程中不产生较大的变薄筒壁与筒底厚度较一致的拉深工艺。变薄拉深:指以空心开口零件为毛坯通过减小壁厚成形零件的拉深工艺。拉深件拉深模4.1拉深模设计程序课后思考4.2审图与拉深工艺性分析学习目标:掌

拉深工艺及拉深模设计.doc
拉深工艺及拉深模设计本章内容简介:本章在分析拉深变形过程及拉深件质量影响原因旳基础上,简介拉深工艺计算、工艺方案制定和拉深模设计。波及拉深变形过程分析、拉深件质量分析、圆筒形件旳工艺计算、其他形状零件旳拉深变形特点、拉深工艺性分析与工艺方案确定、拉深模经典构造、拉深模工作零件设计、拉深辅助工序等。学习目旳与规定:1.理解拉深变形规律、掌握拉深变形程度旳表达;2.掌握影响拉深件质量旳原因;3.掌握拉深工艺性分析。重点:1.拉深变形特点及拉深变形程度旳表达;2.影响拉深件质量旳原因;3.拉深工艺性分析。难点: